



聯系我們

供應金屬切割鋸床品牌廠家
更新時間:2025-02-06 06:29:21 瀏覽次數:1 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 16000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 供方 |
| 最小起訂 | 1 |
| 質量等級 | 一 |
| 是否廠家 | 是 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 河南許昌 |
| 產品產地 | 河南許昌 |
| 產品型號 | GB4240 |
| 可售賣地 | 全國 |
| 質保時間 | 一年 |
| 品名 | 鋼筋鋸床 |
| 品牌 | 河南建貿 |
| 技術參數 | GB4240 |
| 最大鋸切能力 | 400*400 |
| 主電機功率 | 3/4kw |
| 工作方式 | 液壓 |
| 機器重量 | 1500kg |


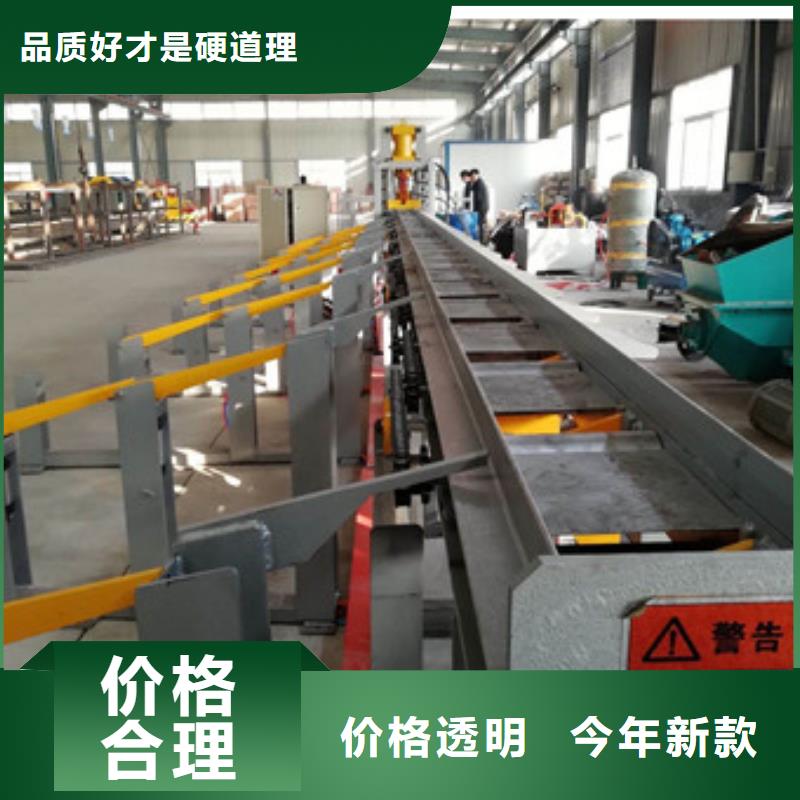


數控鋸床設備特點全自動數控鋸床,適用于批量生產連續切割。采用PCL控制系統可設置組不同數據連續切割。觸摸屏操作,人機界面取代傳統按鈕控制面板。手動與自動雙功能選擇。采用拉線尺控制送料長度,精度高。在鋸切中遇到鋸帶斷裂或電機出現過載,都會自動且自動停。技術參數大鋸切能力圓管mm方管*mm主電機功率KW液壓電機功率KW水泵電機功率KW鋸帶線速度//m/min送料行程mm送料行程可根據要求定做。
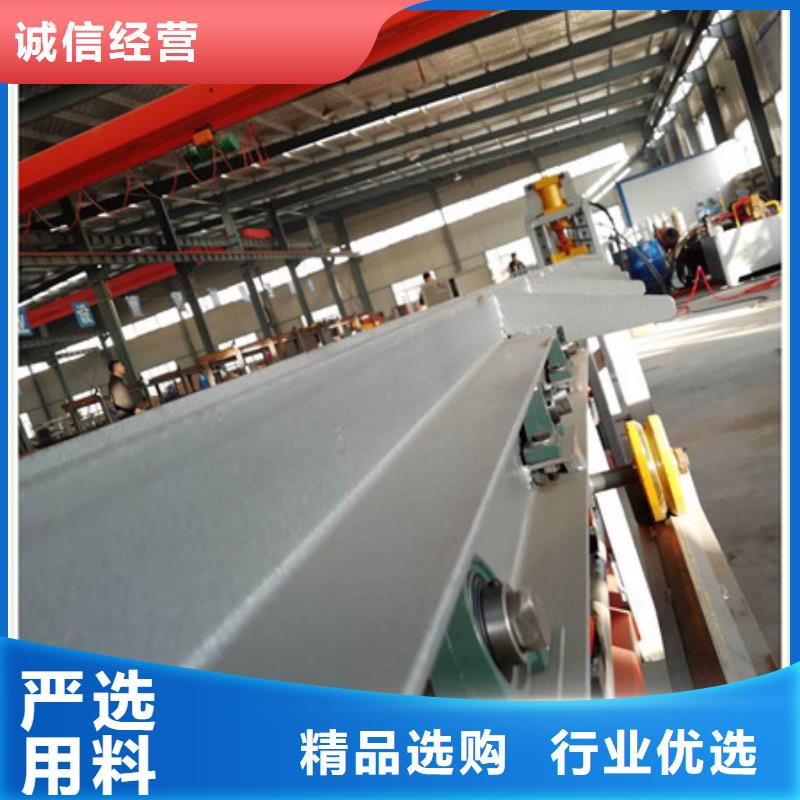
中間為夾料虎鉗和手動送料機構,虎鉗前方連接有承接成品的工作臺,左側的裝置為絲桿傳過液壓加緊油缸內孔,轉動手輪或按住按鈕,使左鉗口左右運動。鋸梁和傳動機構,由厚鋼板切割成形焊接而成,具有較強的剛性,其右后側固定有渦輪箱,箱內的渦輪于鋸梁上面的輪固接,二者同步,左側為鋸條的回轉運動,由主電機皮帶輪渦輪付經兩級變速將驅動傳遞到輪,再由輪鋸條驅動被動輪來實現的,鋸條運轉速度共三擋。性能特點本機采用臺灣技術,雙立柱結構,保證導向精度,鋸削穩定可靠。

鋸床它主要是由底座、床身、立柱、鋸梁、傳動機構、導向裝置、張緊裝置、送料架、液壓傳動系統、電氣控制系統以及潤滑和冷卻系統所組成的。
主要技術規格:
鋸削尺寸(圓料、方料) 400mm、250mm、500mm
成捆料(寬*高) 300*180mm
帶鋸條(長*寬*厚)4570*31*1.06mm
鋸削速度(無級調速) 18-90m/min
鋸帶輪直徑 585mm
出料盤長度520mm
后鉗送料進給次數9
一次 送料長度590mm
冷卻液箱容量90L
液壓油箱容量70L
主電機功率5.5kW
液壓泵電機功率因數補償 1.5
冷卻液泵電機功率0.4kW
電壓380V

不論鋸齒合適與否,隨意進行切削,這就防止不了形成崩齒拉齒景象。2.齒距挑選失誤,大鋸齒鋸切小截面的資料,也會有拉齒呈現。3.鋸切槽鋼、圓管、方管和別的異型資料時假如進給量把握不妥是簡單呈現崩拉齒的,應特別留意。1.初始進刀把握失控,鋸帶沒有緩慢平穩的接觸工件,鋸帶迅速降低沖擊切削,形成齒尖剎那間超負載崩齒。2.操作時因為馬虎行事,致使工件未或的工件并不可靠,鋸切時工件發作松動或振蕩狀,鋸齒在不確定的外力作用下打齒。3.裝置鋸帶不到位,鋸帶背部磨爬鋸輪的止口邊緣,使鋸帶異常作業。4.新鋸帶不進行正常磨合就高速切削,且進給量過大,形成崩拉齒,這種景象在操作中是對比遍及的疑問,應當倍加留意。5.鋸切結束鋸架抬升時。
6、送料長度尺寸由光柵尺檢測定位,光柵尺檢測有效范圍500mm。
7、昆侖DOP人機界面支持雙通訊口聯機功能,可同時連接2種不同通訊格式的控制器,架構多機聯機網絡。
8、臺達DVP可編程控制器,全自動控制。
9、送料長度檢測深圳埃莫特光柵尺。
10、材料夾緊采用油缸夾緊。
11、可同時疊加多根材料鋸切。
12、線速度根據不同材料鋸切,給定不同線速度,達到不同的鋸切效率。
GB4250主要特點:
切削速度液壓控制,無極調速
導向塊結構科學合理,延長鋸條的使用壽命
雙立柱結構,操作平穩
鋸切穩定,精度高

5、鋸床排屑鋼絲刷停止工作或過 度 磨損,主要表 現 在加工過 程 中不能有效掃除鋸條齒部間鋸屑,而帶入下次切割循環中,導 致 切削殘留,造成鋸床鋸條打齒。建議定時更換鋸床鋼絲刷。
6、切削液使用濃度過低,不能很好的降 低 齒尖局部熱量,沒有起到維 護 鋸條的作用。
鋸床加工化、范圍擴大化。提 高 鋸切效率,尤其是提 高 厚材及硬金屬鋸切效率,避免鋸切成為整條生產線的瓶頸,一直是鋸切及鋸床技術領域多年關注的焦點。河南建貿機械鋸床鋸切不銹鋼切削率達45cm2 min。大大提 高 生產效率,改 善 了鋸切加工的經濟性。鋸切范圍擴大化已是趨勢,如目前我國大的帶鋸床G4240型鋸床可切割直徑為直徑40cm以下整捆鋼筋、管料和空心料。