



您可能對(duì)內(nèi)江本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-05-31 10:41:41 ip歸屬地:內(nèi)江,天氣:小雨,溫度:19-23 瀏覽次數(shù):7 公司名稱(chēng): 角鋼槽鋼工字鋼無(wú)縫鋼管不銹鋼板贛達(dá)金屬材料(內(nèi)江市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 批發(fā)/噸 |
| 發(fā)貨期限 | 當(dāng)天 |
| 供貨總量 | 1808 |
| 運(yùn)費(fèi)說(shuō)明 | 面談 |





內(nèi)江螺紋鋼常用的分類(lèi)方法有兩種:一是以幾何形狀分類(lèi)根據(jù)橫肋的截面形狀及肋的間距不同進(jìn)行分類(lèi)或分型如英國(guó)標(biāo)準(zhǔn)(BS4449)中將內(nèi)江螺紋鋼分為 Ⅰ型Ⅱ 型。這種分類(lèi)方式主要反應(yīng)內(nèi)江螺紋鋼的握緊性能。二是以性能分類(lèi)(級(jí))例如我國(guó)現(xiàn)行執(zhí)行標(biāo)準(zhǔn)內(nèi)江螺紋鋼為(G B1499.2-2007)線(xiàn)材為1499.1-2008)中按強(qiáng)度級(jí)別(屈服點(diǎn)/抗拉強(qiáng)度)將內(nèi)江螺紋鋼材分為3個(gè)等級(jí);日本工業(yè)標(biāo)準(zhǔn)(JI SG3112) 中按綜合性能將內(nèi)江螺紋鋼分為5個(gè)種類(lèi);英國(guó)標(biāo)準(zhǔn)(BS4461)中也規(guī)定了內(nèi)江螺紋鋼性能試驗(yàn)的 若干等級(jí)。此外還可按用途對(duì)內(nèi)江螺紋鋼進(jìn)行分類(lèi)如分為鋼筋混凝土用普通鋼筋及預(yù)應(yīng)力鋼筋 混凝土用熱處理鋼筋等。
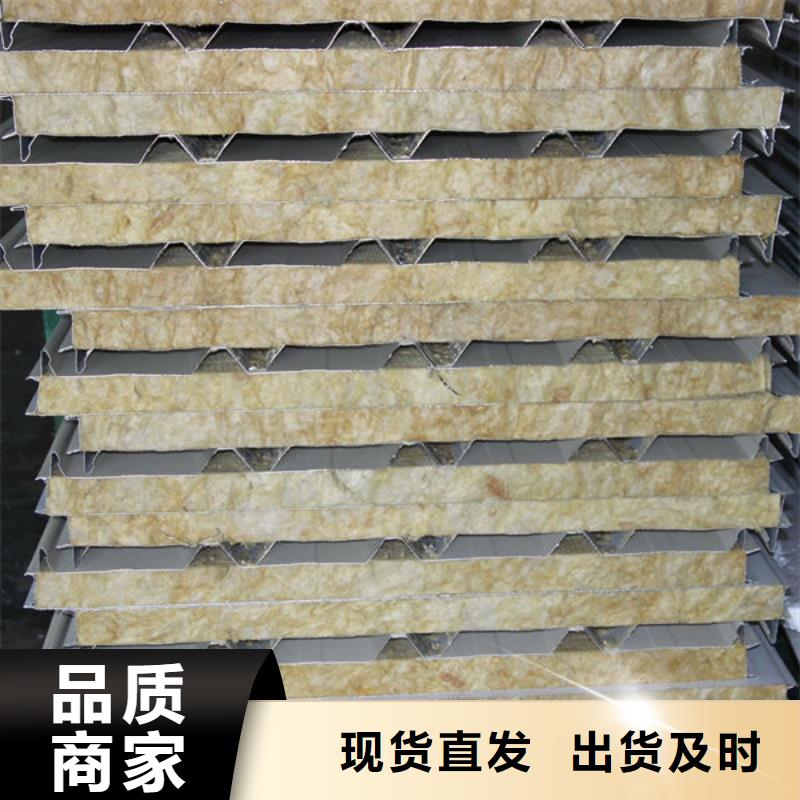
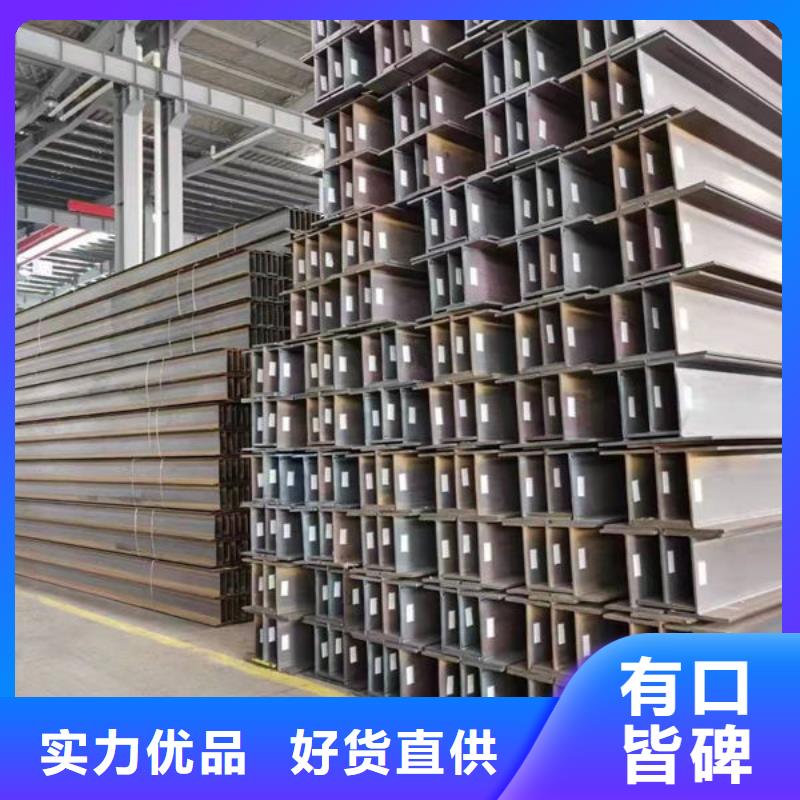
內(nèi)江H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產(chǎn)工藝差,翼緣內(nèi)邊有1:10坡度。內(nèi)江H型鋼的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無(wú)斜度(或斜度很小),故須增設(shè)一組立式軋輥同時(shí)進(jìn)行輥軋,因此,其軋制工藝和設(shè)備都比普通軋機(jī)復(fù)雜。國(guó)內(nèi)可生產(chǎn)的 軋制h型鋼高度為800mm,超過(guò)了只能是焊接組合截面。 我國(guó)熱軋內(nèi)江H型鋼材國(guó)標(biāo)(GB/T11263-1998)將內(nèi)江H型鋼分為窄翼緣、寬翼緣和鋼樁三類(lèi),其代號(hào)分別為hz、hk和hu。窄翼緣內(nèi)江H型鋼適用于梁或壓彎構(gòu)件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構(gòu)件或壓彎構(gòu)件。工字鋼與內(nèi)江H型鋼相比,等重量前提下,w、 ix、 iy都不如h型鋼。
普通內(nèi)江工字鋼和輕型內(nèi)江工字鋼材的翼緣由根部向邊上逐漸變薄的,有一定的角度,普通內(nèi)江工字鋼和輕型內(nèi)江工字鋼的型號(hào)是用其腰高厘米數(shù)的阿拉伯?dāng)?shù)字來(lái)表示,腹板、翼緣厚度和翼緣寬度不同其規(guī)格以腰高( h)×腿寬(b)×腰厚(d)的毫數(shù)表示,如"普工160×88×6",即表示腰高為160毫米,腿寬為88毫米,腰厚為6毫米的普通內(nèi)江工字鋼。/"輕工160×81×5",即表示腰高為160毫米,腿寬為81毫米,腰厚為5毫米的輕型內(nèi)江工字鋼。普通內(nèi)江工字鋼鋼材的規(guī)格也可用型號(hào)表示,型號(hào)表示腰高的厘米數(shù),如普工16#。腰高相同的內(nèi)江工字鋼,如有幾種不同的腿寬和腰厚,需在型號(hào)右邊加a b c 予以區(qū)別,如普工32#a、32#b、32#c等。熱軋普通內(nèi)江工字鋼的規(guī)格為10-63#。經(jīng)供需雙方協(xié)議供應(yīng)的熱軋普通內(nèi)江工字鋼規(guī)格為12-55#。
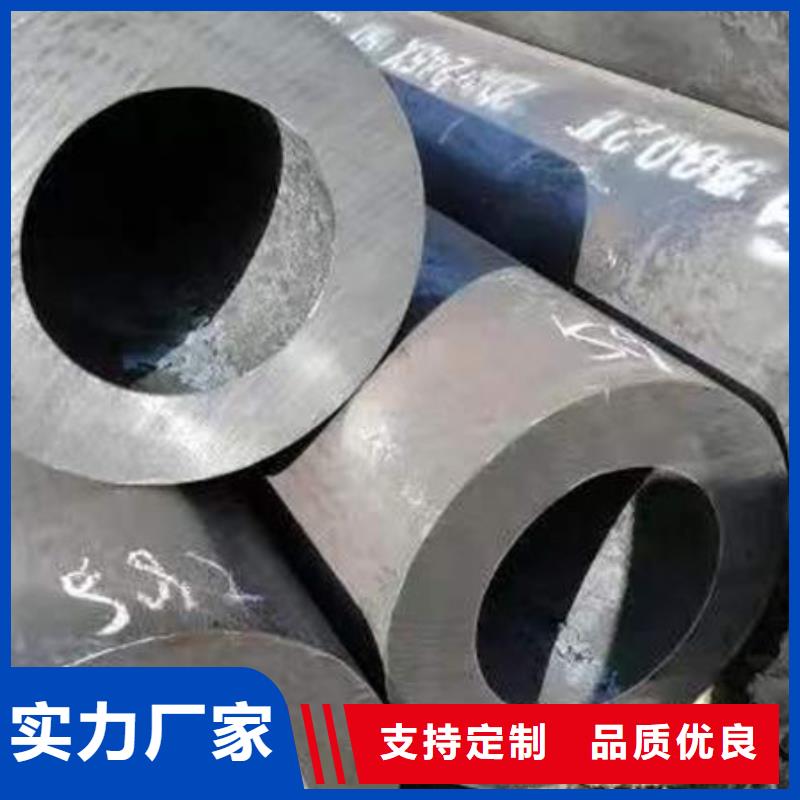
內(nèi)江螺旋鋼管是以帶鋼卷板為原材料,經(jīng)常溫?cái)D壓成型,以自動(dòng)雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。它有著近100年的歷史,首先德國(guó)人于1885年發(fā)明二輥斜扎穿孔機(jī),1981年又發(fā)明了周期扎管機(jī);接著1903年瑞士人施蒂費(fèi)爾發(fā)明自動(dòng)扎管機(jī)(也稱(chēng)頂頭式扎管機(jī)),開(kāi)始形成近代內(nèi)江螺旋鋼管工業(yè);20世紀(jì)30年代由于采用了三輥扎管機(jī),擠壓機(jī),周期式冷扎管機(jī),改善了鋼管的品種質(zhì)量;60年代由于連扎管機(jī)的改進(jìn),三輥穿孔機(jī)的出現(xiàn),特別是應(yīng)用張力減徑機(jī)和連鑄坯的成功,提高了生產(chǎn)效率,增強(qiáng)了內(nèi)江螺旋鋼管與焊管競(jìng)爭(zhēng)的能力;70年代螺旋管與焊管鋼材正并駕齊驅(qū),世界內(nèi)江螺旋鋼管產(chǎn)量以每年5%以上的速度遞增;中國(guó)1953年后重視發(fā)展內(nèi)江螺旋鋼管工業(yè),已初步形成扎制各種大、中、小型管材的生產(chǎn)體系。