

包頭鍍鋅螺旋管4米定尺來電咨詢87374 <包頭>神悅鋼材有限公司
只有對鍍鋅無縫管進行質量管理,才能進行生產工作的操作過程,也是保證操作人員人身的必備要素。 重點應用大跨度鋼網架、工程項目房屋建筑鋼結構工程施工、電力安裝工程及高壓輸變電工程建設工程、自動化機械、海底隧道、道路、公路橋梁、市政管網 、基礎路基、基礎打樁、水氣管道、公路建設等公共服務設施。 根據包頭鍍鋅管焊接工藝相關技術標準,對焊絲和焊膏的規格進行檢查,防止因焊絲誤操作造成電弧焊和電焊的生產事故, 焊膏。 二是對弧焊點焊生態環境進行監管。 當自然環境較弱時,應采用相應的方法進行弧焊和電焊。 焊前檢查焊接規格和型號,包括間隙、鈍邊、視角和通縫,均不符合制造工藝要求。 包頭鍍鋅管在埋弧自動內外弧焊的整個過程中,所使用的加工工藝參數,如弧焊量、焊接工作標準電壓、焊接焊接速度等都是有問題的。 在監理電焊工埋弧自動式內外弧焊時,可靈活應用鍍鋅無縫管端弧板的長度,提高內外弧焊電焊弧板的應用效率,有利于 改進液壓鋼管端部。 弧焊焊接質量。 監督弧焊和電焊工作的工人是否先將煤灰清理干凈,接頭是否已經解決,焊接處是否有機油、鐵銹、熔渣、水、油漆等。


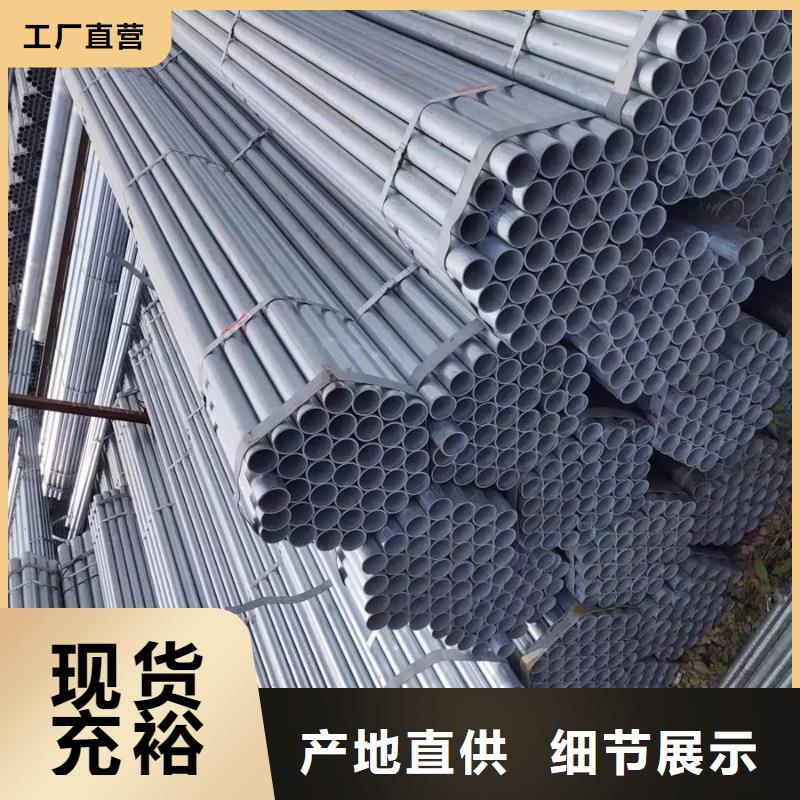
規定包頭鍍鋅管具有較高的長期抗壓強度、較高的抗氧化腐蝕能力和優良的機構可靠性。 包頭鍍鋅管的主要用途:一般蒸汽管主要用于生產再熱器管、沸水管、飽和蒸汽管、電力機車加熱爐用飽和蒸汽管、大小排氣管和拱磚管等。 鍍鋅管主要用于生產高壓、高壓加熱爐的受熱面管、再熱器管、導管、主蒸汽管等。 制造包頭鍍鋅管的原材料一般具有長期抗壓強度高、抗氧化、耐腐蝕等特點,以保證生產的質量和有效性。 在包頭鍍鋅管的生產過程中,要獲得這樣的優質管材,有很多工序。包頭鍍鋅管的冷作硬化后,可以獲得比較滿意的合金成分。工藝技術是光亮淬火爐,是使用的關鍵。廢不銹鋼板的熱處理在維護氣氛中中斷。此外,光亮淬火后對合金成分的要求也不同,因此光亮熱處理的整個過程也會有所不同。
包頭鍍鋅管高韌性鍍鋅無縫鋼管不允許用陽極除油; 在熱處理過程中,嚴格控制乙醇和丙烷氣體的滴加量; 在電鍍過程中,堿性鍍液或高電流的鍍液中透氫量較少。在使用氫擴散率低、氫溶解度低的鍍層時,一般認為在Cr、Zn、Cd、Ni、Sn、Pb的電鍍過程中,滲入鑄鐵的氫很容易殘留,而 Cu、Mo、Al、Ag、Au、W等鍍鋅無縫鋼管鍍層的氫擴散率低,氫溶解度低,滲氫少。在滿足產品技術標準的情況下,可選擇不易滲氫的涂層,如機械設備熱鍍鋅或無鉻鋅鋁涂層,不易滲 引起堿脆,具有較高的耐腐蝕性,附著力好,比電鍍工藝更環保。 電鍍原位應力和電鍍后脫氫,以堿脆的隱患。 包頭熱浸鋅管在熱處理、焊接等工序后內部殘余地應力很大,則應在電鍍前進行淬火處理以解決問題。 淬火去除原位應力實際上可以降低零件的內應力。 減少了捕集器的總數,從而減輕了堿脆的隱患。 涂層的厚度是可控的,因為涂層覆蓋在標準件的表面,涂層在一定程度上具有氫氣向外擴散的天然屏障作用,會阻擋氫氣向外擴散到工件表面。 在標準部分之外。 當鍍層厚度超過2.5μm時,氫氣很難擴散出標準件。 因此,對于強度<32HRC的標準件,涂層厚度可規定為12μm; 對于強度≥32HRC的高強度螺栓,涂層厚度應控制在8μmmax。
