



管線的試壓。試壓區段長不應大于1000m。實驗壓力。工作壓力≦1Mpa,則實驗壓力乘1.5倍,當工作壓力大于1Mpa則實驗壓力為工作壓力加上0.5Mpa。實驗方法。在實驗壓力下10分鐘降壓不大于0.05 Mpa時則實驗合格.在管道的彎頭、降低呼倫貝爾球墨鑄鐵管在退火爐內的熱焓增量三通管件處,應使用混凝土墩,以阻止管內壓力產生的推力;對安裝在斜坡上的管道,也應在每只管子承口后面筑混凝土墩。 呼倫貝爾球墨鑄鐵管在退火爐內的熱焓增量主要由球鐵管在爐內加熱的溫度和球鐵管的入爐溫度決定,因此降低球鐵管在爐內的熱焓增量主要是降低退火溫度和提高球鐵管的入爐溫度。在偏轉角度較大的管線處,可使用T型承套。與管接口相比,承套允許雙倍的偏移角度,并且可將切下的直管擁有利用。使用K型承套可以連接斷開的兩段管線。
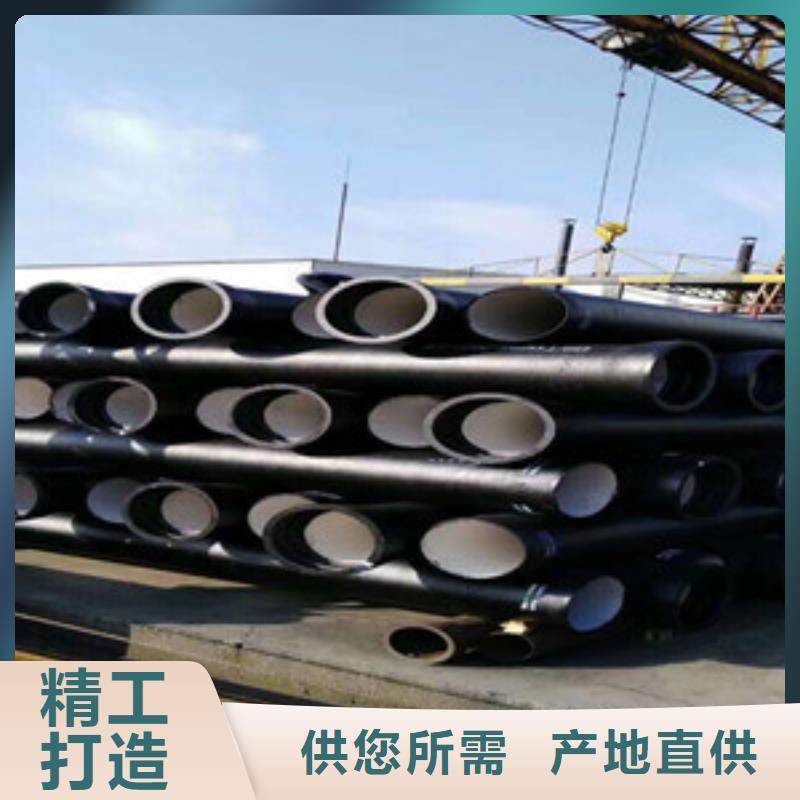
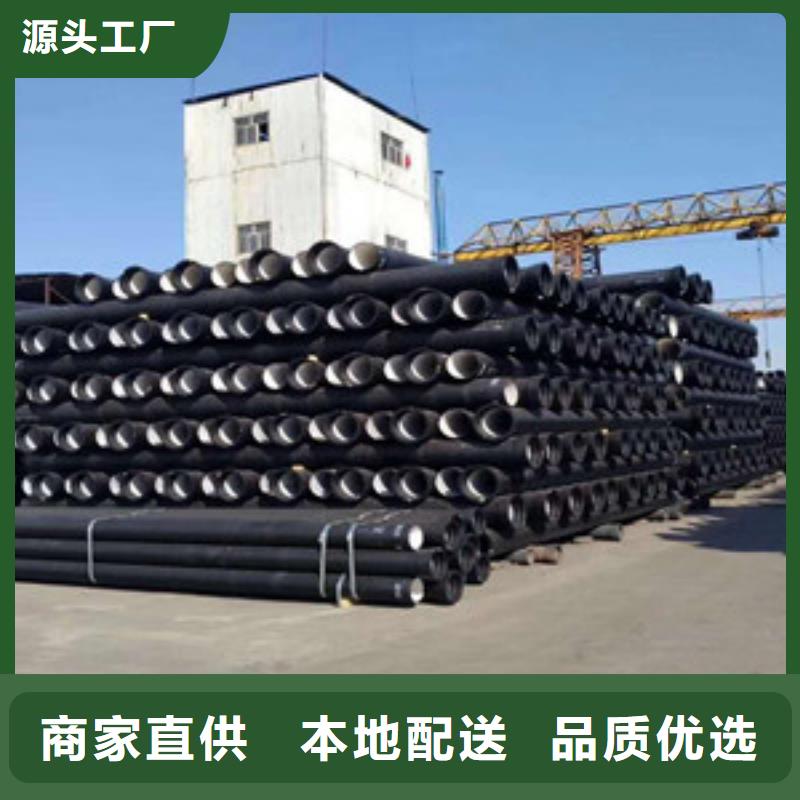
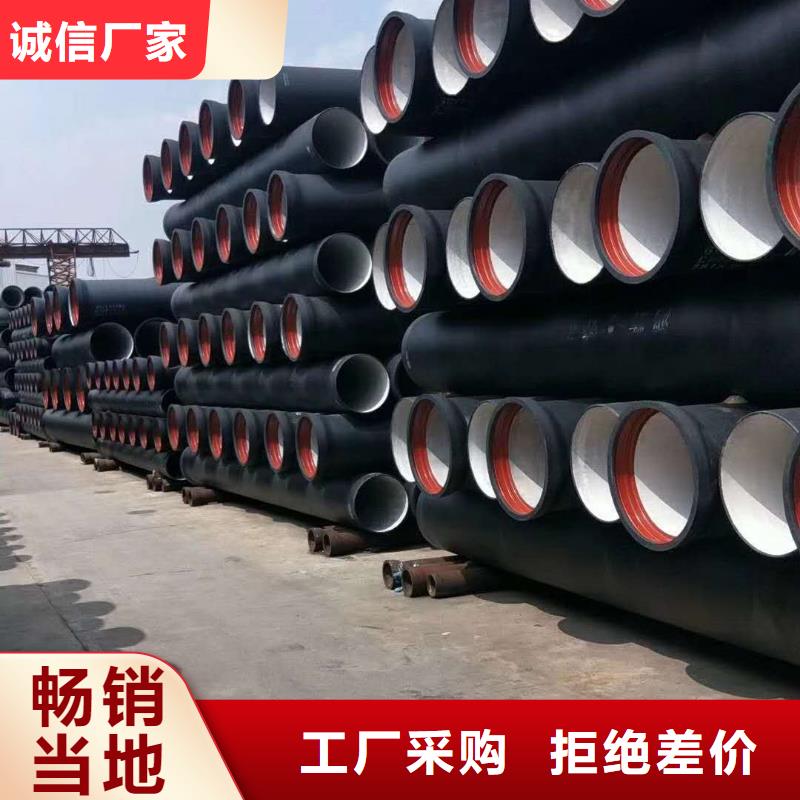
呼倫貝爾球墨鑄鐵管比塑料管安裝更簡單快捷,且安裝后內外承壓力更好;從密閉性和防腐性上來看,呼倫貝爾球墨鑄鐵管安裝后的密閉性能更好,通過多種防腐手段提高了防腐蝕性能;從水力性能來看,因呼倫貝爾球墨鑄鐵管規格一般指內徑,呼倫貝爾球墨鑄鐵管的鑄造工藝有連續鑄造法、熱模鑄造法和水冷離心鑄造法.呼倫貝爾球墨鑄鐵管具有防腐性能優異,強度高、韌性好延展性能好,密封效果好、壁薄重量輕、耐沖擊、彎曲性能大、安裝簡易方便等優點。在我們現在這個時代中,有很多的人都希望自己能夠更好的去為自己創造,有的時候我們的 也需要創造的更多,需要更好的前進,而我們生活中使用的東西也是越來越先進,我們大家都可以給自己一個好的機會選擇更好的材料和更好的消耗品。
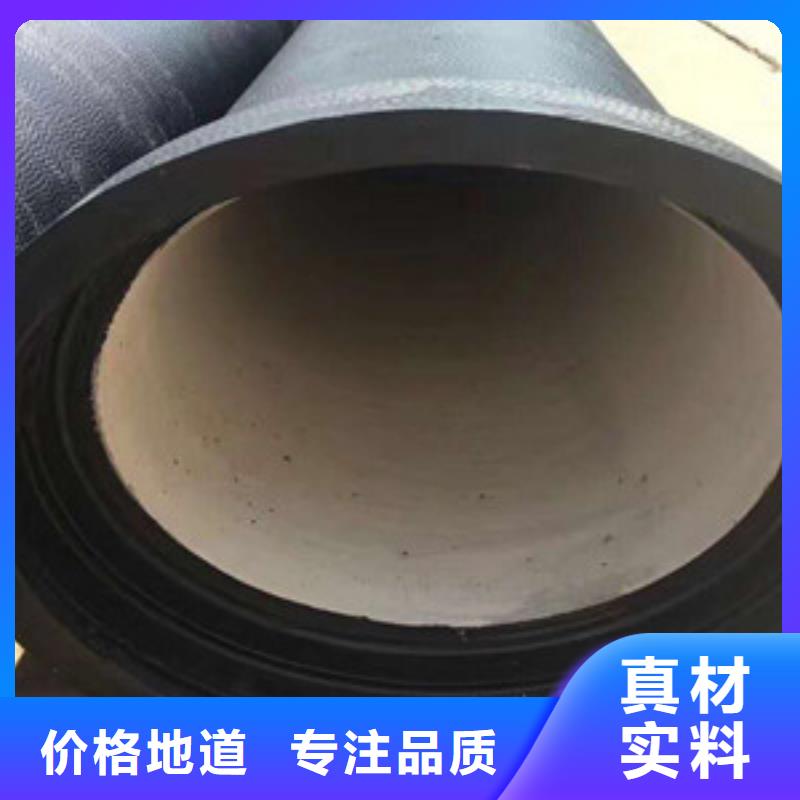
泥漿泵及其管路,還起著對槽中涂料進行循環攪拌作用。涂層厚度控制在1.0-1.5mm。由于泡沫模樣在施涂過程中需翻轉,而且要多人合作完成,澆注系統容易碰掉或損壞。因此,我們把模樣及澆注系統分開上涂料,烘干后在組裝起來,并進行必要的修補、烘干,供澆注用。模樣的烘干溫度為45℃±5℃。呼倫貝爾球墨鑄鐵管件泡沫塑料模樣,只能用噴淋、刷涂、淋涂的方法施涂。為此,我們在涂料槽底部加裝一泥漿泵,聯接上噴淋管,使涂料可源源不斷的從管口流出,具有噴淋功能。上涂料時,消失模鑄造涂料用浸涂法施涂,有生產效率高,節省涂料、涂層均勻等優點。但由于泡沫模樣密度小(與涂料密度相差幾十倍),且本身強度又很低,浸涂時浮力大,因此僅適用于模樣可浸入或半浸入涂料中的中小型管件。大口徑通過翻轉模樣,將涂料噴淋到各個部位。
而制造工模具時,正確的機加工工藝及熱處理制度對工模具的使用壽命影響大,其工藝制度的擬訂起著決定性的作用因此,在設計擠壓工模具的形狀、計算其強度和選擇其材料時,考慮到工模具各種不同的工況條件。擠壓工模具的設計條件如下:擠壓工模具的設計,在所有的情況下,其計算方法與工作在相應溫度和受力條件下的機械零件的計算方法相同。呼倫貝爾球墨鑄鐵管工模具在使用前的預熱為重要。應了解工模具在使用時的硬度情況,因為工模具不正確的預熱可能導致其脆性破壞。 呼倫貝爾球墨鑄鐵管價格的配置情況、工模具的尺寸以及有時其結構隨著擠壓坯料的尺寸和產品的尺寸的改變而變化的情況由此可見,工模具材料的選擇是根據擠壓一定材料時的擠壓速度條件、加熱溫度制度、坯料金屬的塑性、擠壓產品的形狀、潤滑情況和工模具被冷卻的可能性等因素進行的。
