

螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
中文名螺旋鋼管外文名Spiral steel pipe原材料帶鋼卷板制作方法常溫擠壓成型
目錄
1 生產工藝
? 焊縫處理
? 工藝特點
2 堆放原則要求
3 質量檢測
4 穩定性能
5 抗彎強度
6 標準分類
7 材質
8 發展
9 用途


我們的使命是成為具創新的 涂塑復合鋼管企業,并在所服務的 涂塑復合鋼管市場中成為備受推崇的供應商。興昊管道(鶴崗市分公司)會自始至終保持 涂塑復合鋼管產品的高品質,并且不短推陳出新,為新老客戶創造更高的價值。



由于環氧粉末浸塑工藝受附著力問題困擾,環氧粉末的浸塑始終沒能推廣。近年來隨著三椰環氧粉末浸塑專用磷化液開發成功,首次克服了環氧粉末浸塑工藝的附著力難題,開始出
現環氧粉末的浸塑這一新興工藝。本產品應用廣泛,適用于海洋設施,石油化工,建筑行業和其他工礦企業的鋼結構和機械設備,各類儲罐,輸送管道等鋼材的防腐。防腐鋼管在我國
石油,化工,天然氣,熱力,污水處理,水源,橋梁,鋼結構等管道工程領域有廣泛應用。
并且在低溫狀態下,由于中間膠粘劑與環氧粉末不存在物理滲透,防腐層受到外界沖擊時,防腐層沖擊區可能發生破損。若采用三種粉末進行3PE涂裝,其涂裝通過沉積熔融來
完成,可以減少焊縫防腐層的缺陷,并且粉末的相互滲透熔接增大了接觸面積,進一步加大化學鍵結合,在低溫狀態下不易出現沖擊破碎情況,采用三種粉末材料進行三層PE涂
裝成型具有一定的應用價值。


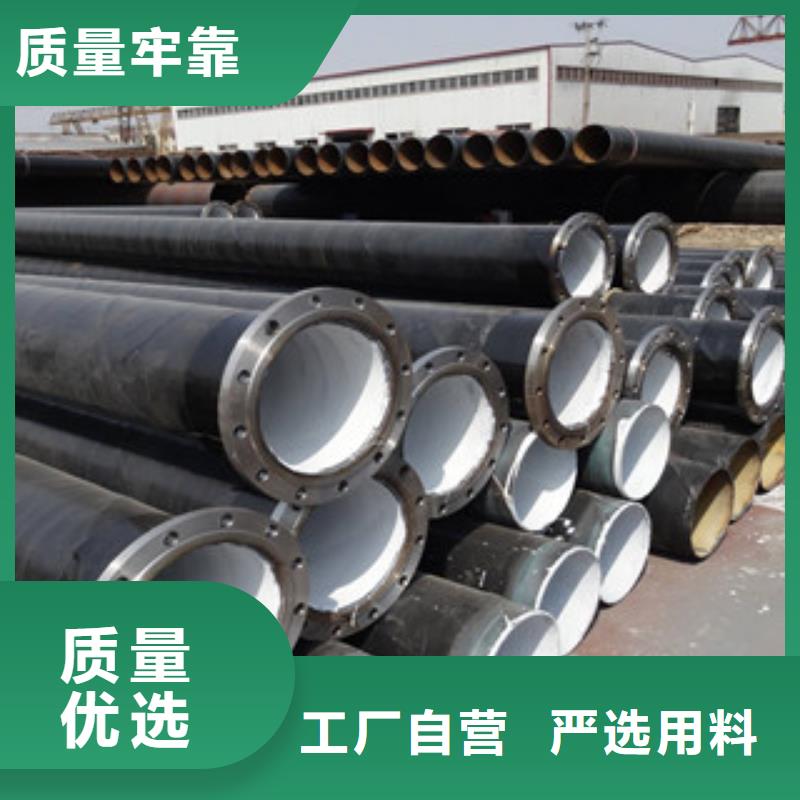
大口徑螺旋鋼管制造步驟總結(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要通過嚴厲的理化查驗。(2)大口徑螺旋鋼管帶鋼頭尾對接,選用單絲或雙絲埋弧焊接,在卷成鋼管后選用主動埋弧焊補焊。(3)成型前,帶鋼通過矯平、剪邊、刨邊,表面整理運送和予彎邊處理。
(4)選用電接點壓力表操控運送機兩邊壓下油缸的壓力,確保了帶鋼的平穩運送。(5)選用外控或內控輥式成型。(6)選用焊縫空隙操控設備來確保焊縫空隙滿足焊接要求,管徑,錯邊量和焊縫空隙都得到嚴厲的操控。
(7)內焊和外焊均選用美國林肯電焊機進行單絲或雙絲埋弧焊接,然后取得安穩的焊接質量。(8)焊完的焊縫均通過在線接連超聲波主動傷儀查看,確保了的螺旋焊縫的無損檢測覆蓋率。若有缺點。


