您可能對(duì)大興安嶺本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-06-22 18:09:22 ip歸屬地:大興安嶺,天氣:晴,溫度:14-31 瀏覽次數(shù):6 公司名稱:聊城 鵬鑫鋼鐵(大興安嶺市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 100000噸 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 小起訂 | 0 |
| 質(zhì)量等級(jí) | 優(yōu) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 45# 20# Q345B等 |
| 產(chǎn)品品牌 | 鵬鑫 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 山東聊城 |
| 產(chǎn)品產(chǎn)地 | 山東聊城 |
| 加工定制 | 是 |
| 產(chǎn)品型號(hào) | 齊全 |
| 可售賣地 | 全國(guó) |
| 外形尺寸 | 標(biāo)準(zhǔn) |
| 適用領(lǐng)域 | 機(jī)械制造、壓力容器等 |
| 是否進(jìn)口 | 否 |
| 范圍 | Q345D無(wú)縫鋼管生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋黑龍江省 哈爾濱市、齊齊哈爾市、鶴崗市、大慶市、佳木斯市、牡丹江市、黑河市、綏化市、大興安嶺市 呼瑪縣、塔河縣、漠河市等區(qū)域。 |


鵬鑫鋼鐵
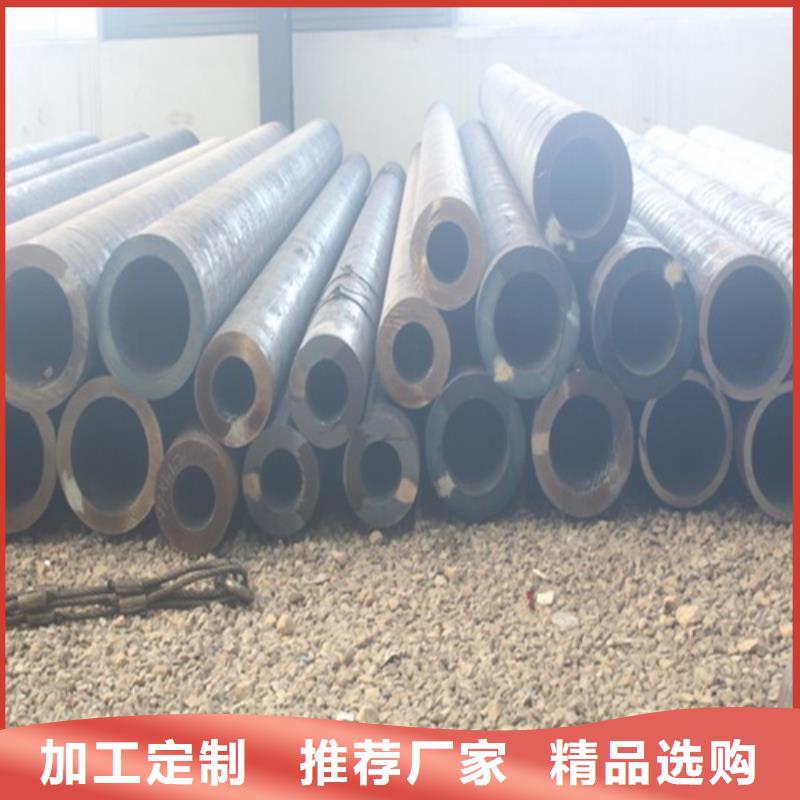
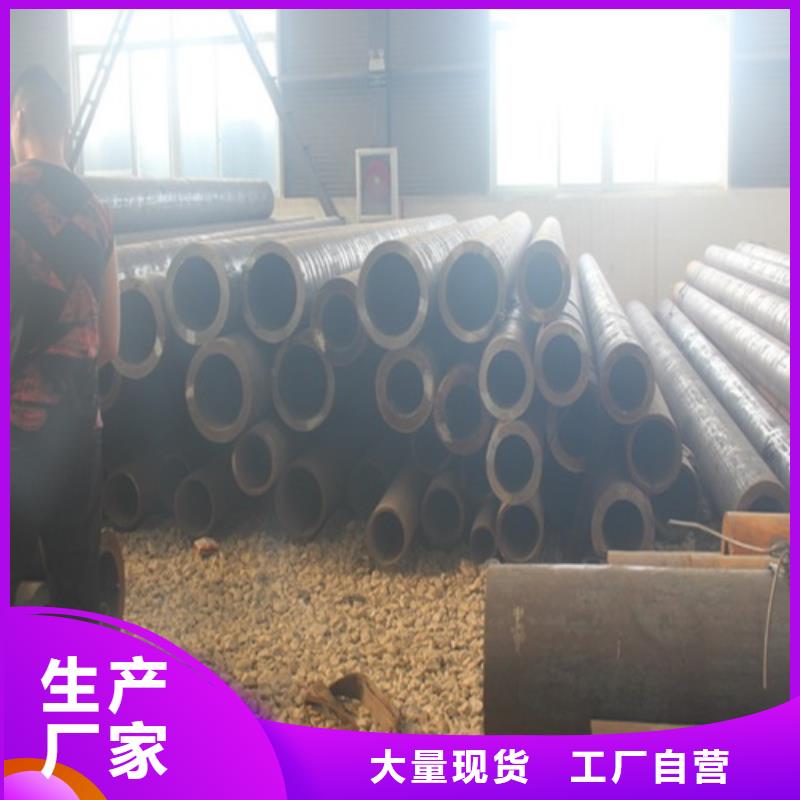
大興安嶺Q345D無(wú)縫鋼管廠家現(xiàn)貨
縫鋼管廠家現(xiàn)貨")
小口徑無(wú)縫鋼管基礎(chǔ)知識(shí) 一般情況下,日常所用到的無(wú)縫鋼管都是正常的口徑,在一些特殊地方才會(huì)使用到小口徑無(wú)縫鋼管。今天給大家介紹一下小口徑無(wú)縫鋼管的相關(guān)知識(shí),有助于以后能更好的使用這種管材。一般而言,外徑小的無(wú)縫鋼管統(tǒng)稱為小口徑無(wú)縫鋼管,但還是有一個(gè)具體范圍,一般鋼徑在89mm以下,4mm以上的都可以稱為小口徑無(wú)縫鋼管。 大多數(shù)情況下,小口徑無(wú)縫鋼管也是用作輸送流體的管道,與圓鋼等實(shí)心鋼材相比,在抗彎扭強(qiáng)度相同時(shí),重量比較輕,是一種經(jīng)濟(jì)截面鋼材,較廣泛用于制造結(jié)構(gòu)件和機(jī)械零件,如石油鉆桿、汽車傳動(dòng)軸、自行車架、建筑施工中用的鋼腳手架等。 小口徑無(wú)縫鋼管一般規(guī)格是外徑在6-89mm之間,其直徑相對(duì)比較小。壁厚在1-12mm還可分為小口徑厚壁無(wú)縫管、小口徑薄壁無(wú)縫管。其重量計(jì)算公式:[(外徑-壁厚)*壁厚]*0.02466 = kg/米(每米的重量) 要想制作出尺寸更小質(zhì)量更好的無(wú)縫管,就必須采用冷軋、冷拔或兩者相結(jié)合的方法。冷軋通常在二輥式軋機(jī)上進(jìn)行,鋼管在變斷面圓孔槽和不動(dòng)的錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在單鏈?zhǔn)交螂p鏈?zhǔn)嚼浒螜C(jī)上進(jìn)行擠壓法,即將熱好的管坯放在密閉的擠壓圓筒內(nèi)穿孔棒與擠壓桿一起運(yùn)動(dòng),使擠壓件從較小的模孔中擠出,這樣就可以生產(chǎn)出小口徑無(wú)縫鋼管。
縫鋼管廠家現(xiàn)貨")
縫鋼管廠家現(xiàn)貨")
縫鋼管廠家現(xiàn)貨")
改善無(wú)縫鋼管壁厚精度的措施 無(wú)縫鋼管壁厚的控制是無(wú)縫鋼管生產(chǎn)的一個(gè)難點(diǎn),生產(chǎn)中改善壁厚精度的措施主要包含以下幾個(gè)方面: 1、管坯加熱 加熱要均勻,禁止急速升降溫度。每次升降溫要保持平穩(wěn)緩慢,*大升降溫度不超過(guò)30℃。 2、定心輥 確定定心輥安裝是否到位,調(diào)整相關(guān)抱芯輥的中心、打開(kāi)角度及各動(dòng)作的開(kāi)口大小一致,抱芯輥中心要在軋制線上。 3、軋制中心線 確保穿孔機(jī)軋制中心線與穿孔小車中心線一致,避免“上軋制”或“下軋制”,使管坯在穿孔時(shí)保持受力均勻。 4、軋制工具 對(duì)于磨損的頂頭、導(dǎo)板、軋輥等軋制工具要及時(shí)更換。 5、軋制工具安裝 輥距、導(dǎo)距的中心必須在軋制線上。保證導(dǎo)距和輥距的中心線在穿孔軋制中心線上,即上下輥距相等,左右導(dǎo)距相等。 6、穿孔頂桿 穿孔頂桿一般選擇外徑為Φ108mm-Φ114mm壁厚要求≥25mm且壁厚均勻的厚壁管。 7、軋機(jī)芯棒 芯棒要選用壁厚較厚的厚壁管加工,對(duì)于規(guī)格較小的芯棒,可采用實(shí)心坯料代替。壁厚均勻的厚壁管和實(shí)心坯料,可以使芯棒彎曲變形的概率大幅度降低,可以有效提高無(wú)縫鋼管的壁厚精度。 8、芯棒的精度 芯棒的長(zhǎng)細(xì)比較大,一般采用先車外徑然后打破口焊接,或采用長(zhǎng)料直接車削成型。芯棒的外加工精度控制在±0.1mm芯棒的直度偏差不超過(guò)5mm。焊接時(shí),兩段芯棒之間插入一個(gè)精加工的銷子進(jìn)行定位,以防止焊接造成的總直度偏差過(guò)大。 9、完善工藝 完善工藝,防止中間拉薄和壁厚增哈歐超過(guò)控制范圍的情況發(fā)生,提高壁厚精度。
大興安嶺Q345D無(wú)縫鋼管廠家現(xiàn)貨縫鋼管廠家現(xiàn)貨")
縫鋼管廠家現(xiàn)貨") 鵬鑫鋼鐵
鵬鑫鋼鐵