



更新時間:2025-01-18 11:02:10 瀏覽次數:5 公司名稱: 泰聚金屬材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 700/平米 |
| 發貨期限 | 3天 |
| 供貨總量 | 998911 |
| 運費說明 | 按距離計算 |
| 最小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品材質 | 1號鉛 |
| 產品品牌 | 泰聚 |
| 產品規格 | 定制 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 加工定制 | 是 |
| 產品型號 | 定做 |
| 可售賣地 | 全國 |
| 產品重量 | 定制 |
| 產品顏色 | 定制 |
| 質保時間 | 10年 |
| 外形尺寸 | 外形定做 |
| 適用領域 | 醫院放射性場所 |
| 是否進口 | 是 |
| 公司名稱 | 泰聚 |
| 規格 | 定制 |
| 用途 | 防輻射 醫用 醫院 |
| 特殊服務 | 可全國施工 |
| 發貨 | 物流或快遞 |





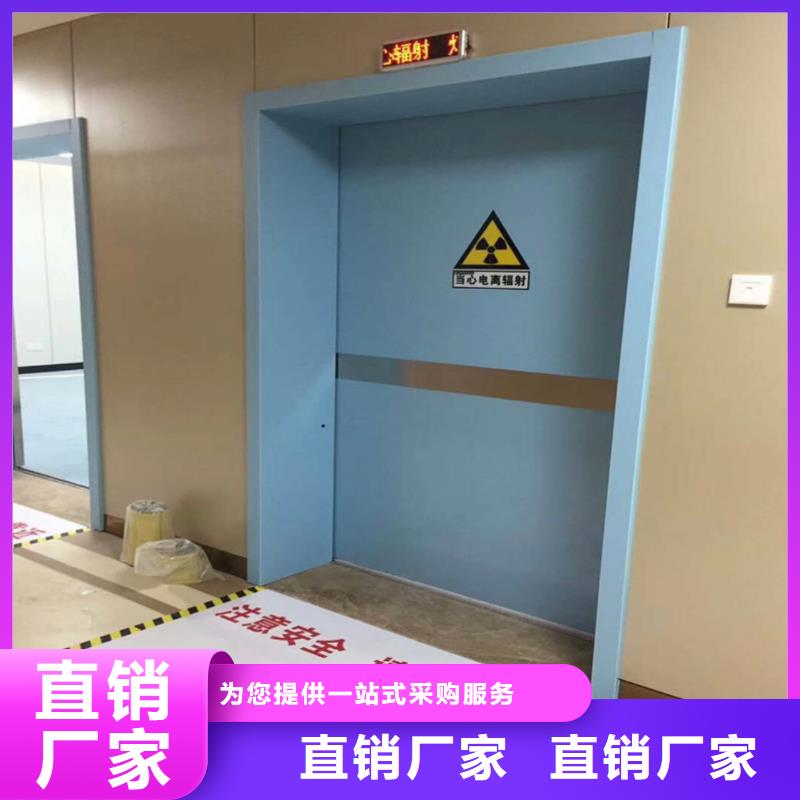
黑河本地醫用鉛門廠家 <黑河>泰聚金屬材料有限公司
防輻射鉛門的基本焊接工藝參數防輻射鉛門焊接基本工藝參數主要有焊條或焊絲直徑、焊接電流、運條方法或焊絲橫向擺動、弧長與電弧電壓、焊接速度等。 1.焊條直徑在焊條電弧焊中,焊條直徑的選擇2.焊絲直徑焊絲是氣焊、氣體保護焊和埋弧自動焊時使用的焊接材料,其選擇參照表。二、焊接電流防輻射鉛門焊接電流是重要的工藝參數,選擇焊接電流應考慮如下問題,選擇焊接電流應考慮如下三、電弧電壓(弧長)在焊接中,電弧電壓往往是被人忽視的參數。其實,對焊接質量也有重大影響。電弧電壓的大小與弧長成正比,電弧I度越大,電弧電壓越高,反之越低。在焊接操作時,電弧電壓不宜太高(電弧不宜過長),電弧壓太高有如下害處:①電弧燃燒不穩定;②容易導致飛濺增大;③減小熔化深度;④易產生咬邊、氣孔等缺陷。因此,焊接操作時,在不短路的情況下應盡量采用短弧焊。另外。不同的電弧電壓會使熔滴的過渡形式發生變化:一般來說,短路過渡電壓較低,電流較小;噴射過渡電壓較高,電流較大;而大滴過渡時,電流和電壓都介于兩者之間,但飛濺大,故一般不采用。

防輻射鉛門的制作模式,生產各種款式的防輻射門和附帶門框,以滿足您的獨特需求。也提供符合您規格的定制鉛板門。我們提供從設計協助到安裝的一切,為您的輻射防護口應用提供完整的解決方案。鉛襯門框,我們的鉛襯門框采用16號鋼制造,可調節,可容納1/2英寸厚的鉛襯,易于安裝,并提供可靠的輻射防護。標準和自選項可提供您完美的選擇。醫用防輻射鉛門闡述輻射測量的原理與方法電離輻射包括x/y射線、中子、。射線、R射線等。對不同類型的輻射其探測原理與方法也有所不同。x/y射線為不帶電的光子可以對其與物質發生光電效應等作用產生的帶電粒子進行探測,中子不帶電,在物質中也不能直接引起電離而被探測.因此中子必須借助其與原子核發生相互作用產“生的次級帶電粒子來實現探測,射線和p射線為帶電粒子可以直接探測獲得帶電粒子的能量和粒子數等信息。本節將分別介紹X/y射線、中子和帶電拉子(主要是a"R粒子)的監測原理與方法。
 <黑河>泰聚金屬材料有限公司
<黑河>泰聚金屬材料有限公司