

龍鋼鐵 (哈爾濱市分公司)坐落在風景秀美、交通便捷、人文薈萃、美麗的 石油套管之都——黑龍江哈爾濱,區位優越,交通便捷,基礎設備齊全。作為一個 石油套管的科技企業,公司吸取了國內外眾多的先進知識和管理精華,使自身成為專業化的管理隊伍,該隊伍具有很強的事業心、責任心和使命感;且在多年的實踐和摸索中,形成了“注重人才、注重技術、誠德為本、專業化管理、以創新為己任”的核心經營管理理念。


一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到響應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。 熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。
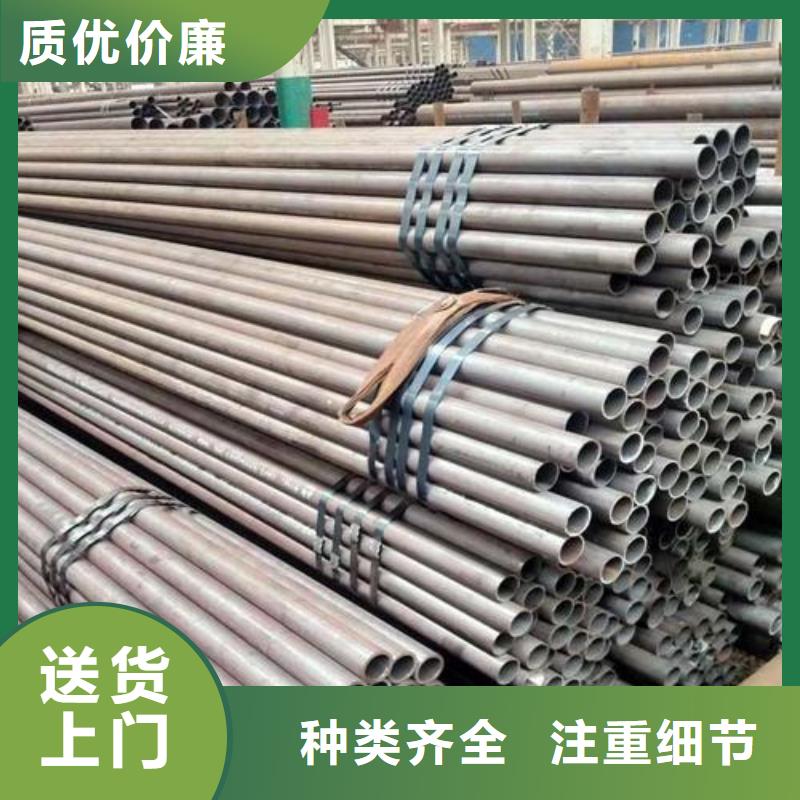
熱軋
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。無縫鋼管分熱軋和冷軋(撥)無縫鋼管兩類。 熱軋無縫鋼管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。冷軋(撥)無縫鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。



加工的螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性,尤其在生產高鋼級厚壁管,特別是中小口徑鍋爐管厚壁管方面,有其他工藝無法比擬的優勢,可滿足用戶在螺旋鋼管規格方面更多的要求。螺旋鋼管的直徑和尺寸規格范圍要靈活掌握,利用自身具有的良好優勢,們組更多用戶的廣泛需求,是螺旋鋼管能夠得到普及和推廣厚壁無縫管發展方向隨著工業的發展,工程上對于螺旋管道的使用提出了更高的要求,之所以會出現厚壁螺旋管道,是因為有些需要輸送的介質產生的壓力是普通螺旋鋼管無法承受的,如果換做直縫鋼管或者無縫鋼管的話,會大大增加工程的開支,如果是具有危險性的介質我們增加成本是不可避免的,所以在選用管道的時候是根據工程需要輸送的介質和介質會產生的壓力決定的。
大口徑厚壁無縫管的強度一般比大口徑直縫鋼管高,能用較窄的坯料出產管徑較大的焊管,還可以用同樣寬度的坯料出產管徑不同的焊管。但是與相同長度的直縫管比擬,焊縫長度增加40~,而且出產速度較低。切成單根鋼管后,每批鋼管頭三根要進行嚴格的首檢軌制,檢查焊縫的力學機能,化學成分,溶合狀況,鋼管表面質量以及經由無損探傷檢修,確保制管工藝合格后,才能正式投入出產。厚壁無縫管出產工藝簡譜,出產效率高,本錢低,發展較快。厚壁無縫管的垛與垛之間應留有一定的通道,檢查道的寬度一般在0.5m左右,出入通道的寬度根據材料大小和運輸機械而定,一般在1.5到2m螺旋鋼管的堆垛高度,人工作業的不超過1.2m,機械作業的不超過1.5m,垛寬不超過2.5m厚壁無縫管的垛底墊高高度根據詳細情況而言,若倉庫為旭日的水泥地面,墊高高度0.1m即可;若為泥地,須墊高0.2到0.5m。假如在露天存放,水泥地面墊高應在0.3到0.5m左右,泥沙地面墊高應在0.5到0.7m。


