


四平鋸切套絲生產(chǎn)線的原料存儲(chǔ)架采用大噸位存儲(chǔ),可與棒材自動(dòng)上料機(jī)配合使用,上一個(gè)循環(huán)尚未結(jié)束就可以進(jìn)行下一步配料,縮短了循環(huán)周期。全自動(dòng)送料輥道,避免原料的二次搬運(yùn);鋼筋輸送、翻轉(zhuǎn)、傳遞全部由機(jī)械完成,大幅度提高了效率;鋼筋輸送滾采用 V 型耐磨輥,耐磨、噪音低、壽命長(zhǎng).鋼筋鋸切效率:鋸切單次時(shí)間鋸切雙次時(shí)間28mm2分鐘(50秒切斷70秒備料到位與卸料)4分鐘8小時(shí)加工量(9M)單次切支數(shù)N15總支數(shù)N1800總重量T78.25有效率(0.8)62.608小時(shí)加工量(12M)總重量T104.33有效率(0.8)83.46鋼筋套絲效率:套絲單次時(shí)間套絲雙次時(shí)間28mm45秒(20秒套絲+25秒備料準(zhǔn)備與卸料)1.5分鐘8小時(shí)加工量(單頭套絲)單次套絲支數(shù)N2總支數(shù)N1280總重量T9m55.6412m74.18有效率(0.8)T9m44.5212m59.368小時(shí)加工量(雙頭套絲)總支數(shù)N640總重量T9m27.8212m37.09有效率(0.8)T9m22.2612m29.68
四平鋸切套絲生產(chǎn)線的原料存儲(chǔ)架采用大噸位存儲(chǔ),可與棒材自動(dòng)上料機(jī)配合使用,上一個(gè)循環(huán)尚未結(jié)束就可以進(jìn)行下一步配料,縮短了循環(huán)周期。全自動(dòng)送料輥道,避免原料的二次搬運(yùn);鋼筋輸送、翻轉(zhuǎn)、傳遞全部由機(jī)械完成,大幅度提高了效率;鋼筋輸送滾采用 V 型耐磨輥,耐磨、噪音低、壽命長(zhǎng).鋼筋鋸切效率:鋸切單次時(shí)間鋸切雙次時(shí)間28mm2分鐘(50秒切斷70秒備料到位與卸料)4分鐘8小時(shí)加工量(9M)單次切支數(shù)N15總支數(shù)N1800總重量T78.25有效率(0.8)62.608小時(shí)加工量(12M)總重量T104.33有效率(0.8)83.46鋼筋套絲效率:套絲單次時(shí)間套絲雙次時(shí)間28mm45秒(20秒套絲+25秒備料準(zhǔn)備與卸料)1.5分鐘8小時(shí)加工量(單頭套絲)單次套絲支數(shù)N2總支數(shù)N1280總重量T9m55.6412m74.18有效率(0.8)T9m44.5212m59.368小時(shí)加工量(雙頭套絲)總支數(shù)N640總重量T9m27.8212m37.09有效率(0.8)T9m22.2612m29.68
控鋼筋自動(dòng)滾絲生產(chǎn)線生產(chǎn)廠家")
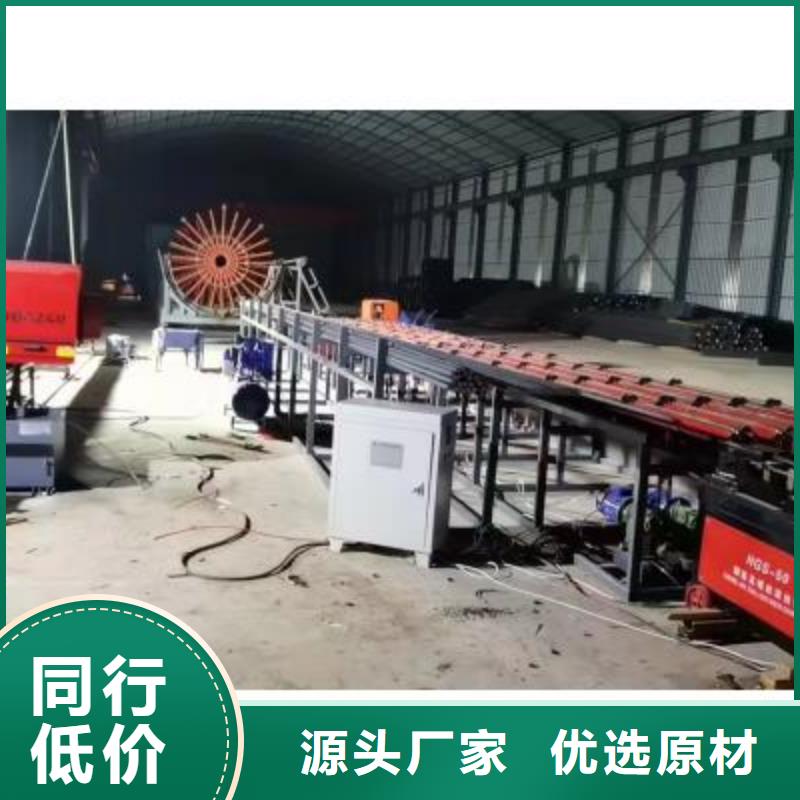
四平數(shù)控鋼筋鋸切套絲生產(chǎn)線原理:四平數(shù)控鋼筋鋸切套絲生產(chǎn)線采用自動(dòng)輸送平臺(tái),采用160MM的無縫管,輸送輪數(shù)量也有所增多,輸送輪加粗加大,接觸面更大,輸送力更強(qiáng),輸送速度快一倍,大大提高了工作效率,其他家是110MM的有縫管.定尺板和下料板一體的,加厚到20MM,力度強(qiáng),更穩(wěn)固,定尺精度高,下料更快,其他家只有16MM,采用的是45號(hào)鋼,抗沖擊強(qiáng)。四平數(shù)控鋼筋鋸切套絲生產(chǎn)線特點(diǎn):1.送料輥道采用PLC控制,移動(dòng)式輥道加固定擋板定尺,精度高。2.螺紋鋼金屬帶鋸床,具有切削效率高、節(jié)能省料、操作簡(jiǎn)單等特點(diǎn)。3.本產(chǎn)品原料存儲(chǔ)架采用大噸位存儲(chǔ),并可與棒材自動(dòng)上料機(jī)配合使用,實(shí)現(xiàn)上一個(gè)循環(huán)尚未結(jié)束時(shí)即可 進(jìn)行下一步配料,以節(jié)省喂料周期。4.全自動(dòng)送料輥道,避免原料的二次搬運(yùn),鋼筋的輸送、翻轉(zhuǎn)、傳遞等全部由機(jī)械完成,大幅度提高了效率。5.鋼筋輸送滾采用V 型耐磨輥進(jìn)行,具有耐磨、減噪音、壽命長(zhǎng)等特點(diǎn)。6.剝肋、滾絲主機(jī)頭實(shí)現(xiàn)了氣缸夾緊、送進(jìn)功效,提高了剝肋、滾絲效率。
控鋼筋自動(dòng)滾絲生產(chǎn)線生產(chǎn)廠家")
鋼筋鋸切. 墩粗 .套絲 打磨工藝實(shí)現(xiàn)了自動(dòng)化生產(chǎn)。提高了套絲生產(chǎn)設(shè)備的自動(dòng)化程度并減少勞動(dòng)力。 節(jié)約場(chǎng)地;套絲設(shè)備可與鋼筋剪切鋸切設(shè)備鏈接。鋼筋通過裁剪設(shè)備將鋼筋裁剪到規(guī)定長(zhǎng)度后直接進(jìn)入套絲設(shè)備。不需要占用場(chǎng)地存放鋼筋。減少人工;該設(shè)備操作人員只需要一個(gè)人就可完成炒作。無須吊裝和搬運(yùn)線體直接運(yùn)輸。提率;短時(shí)間實(shí)現(xiàn)從原材料到兩端套絲半成品。保證品質(zhì)。上下工序緊密銜接。及時(shí)發(fā)現(xiàn)異常并糾正。操作簡(jiǎn)單;設(shè)備配備人性化的操作程序。可選擇性作業(yè)。同時(shí)這兩個(gè)部套可以拆分開作為獨(dú)立設(shè)備單獨(dú)使用。先進(jìn)的伺服控制系統(tǒng)。鋸切。套絲精度高。全自動(dòng)液壓鋼筋鐓粗機(jī)采用先進(jìn)液壓系統(tǒng)和電動(dòng)結(jié)構(gòu),四平數(shù)控鋼筋鋸切套絲生產(chǎn)線新產(chǎn)品、新技術(shù),只需按上一個(gè)電源按扭,整體鐓粗工作一次性完成,加工精度高,質(zhì)量保證。鋼筋鐓粗利用冷鐓的原理使鋼筋端頭塑性變形,直徑增大4~6mm,然后再加工螺紋。使加工螺紋后的實(shí)際截面積大于原鋼筋截面積,大大提高接頭的抗拉強(qiáng)度。這種鐓粗后的螺紋接頭經(jīng)拉伸實(shí)驗(yàn)檢測(cè)全部斷于母材,適用于建筑、路橋、高鐵、電站要求較高的工程;操作簡(jiǎn)單方便,省時(shí)省力。
控鋼筋自動(dòng)滾絲生產(chǎn)線生產(chǎn)廠家") 四平數(shù)控鋼筋自動(dòng)滾絲生產(chǎn)線生產(chǎn)廠家
<四平>建貿(mào)機(jī)械設(shè)備有限公司
四平數(shù)控鋼筋自動(dòng)滾絲生產(chǎn)線生產(chǎn)廠家
<四平>建貿(mào)機(jī)械設(shè)備有限公司
四平鋼筋鐓粗套絲打磨生產(chǎn)線機(jī)構(gòu)說明:該智能鋼筋鐓粗、套絲、打磨生產(chǎn)線主要由以下幾部分組成:1、機(jī)部分:將收料線上翻出的圓鋼(或螺紋鋼)至下一級(jí)機(jī)構(gòu)--分料平臺(tái)。2、分料平臺(tái):將機(jī)批量上來的圓鋼(或螺紋鋼)逐根分料傳送至下一級(jí)機(jī)構(gòu)---鐓粗線3、電源箱:電氣元件的安裝和控制平臺(tái)。4、鐓粗機(jī)(分為左、右兩條線):將鋸切好的圓鋼(或螺紋鋼)分左右兩頓一次鐓粗,完成后翻料至套絲線5、套絲線(分為左、右兩條線): 將分料平臺(tái)送來的每根圓鋼(或螺紋鋼)分左、右兩端依次套絲,套絲完成后翻料 至 打磨線。6、打磨線: 將套絲線送來的鋼筋兩端分左右依次打磨平整,然后翻落至多級(jí)儲(chǔ)料倉(cāng)。7、儲(chǔ)存?zhèn)}:用于加工成品的存儲(chǔ)。設(shè)備維護(hù)和保養(yǎng)1、新機(jī)運(yùn)行30小時(shí)后,檢查并緊固各螺栓。2、新機(jī)運(yùn)行200小時(shí)后更換減速器油。3、新機(jī)運(yùn)行100小時(shí)后(大約15天)更換鋸切機(jī)液壓油。4、 以后每間隔2周給套絲打磨生產(chǎn)線的所有潤(rùn)滑點(diǎn)(各轉(zhuǎn)動(dòng)部件、軸承、鏈條、鏈輪等)加注相應(yīng)的潤(rùn)滑油脂(鈣基黃油)。5、 以后每年更換一次液壓油、減速器油。6、液壓油:長(zhǎng)城46#液壓油(或MHM68或MHM100抗磨液壓油)。7、減速機(jī)油:MIEP320或MIEP460中負(fù)荷工業(yè)齒輪油。8、潤(rùn)滑油:普通鈣基脂黃油。9、經(jīng)常用刷子清理滾動(dòng)和滑動(dòng)零部件下面的氧化鐵皮和雜物,保護(hù)滑動(dòng)面清潔。10、經(jīng)常檢查螺栓螺母的緊固情況,如有松動(dòng)應(yīng)及時(shí)緊固。11、機(jī)器出現(xiàn)不正常的異響,應(yīng)及時(shí)停機(jī)檢查,排除問題后方可使用12、每班工作完成后,應(yīng)當(dāng)切斷電源,清理各部位塵埃及雜物。13、機(jī)器長(zhǎng)期不用時(shí),應(yīng)關(guān)閉電源,注意通風(fēng)防潮,入庫(kù)或遮蓋,機(jī)器上所有外露的加工部位均應(yīng)涂上防銹油。14、所有運(yùn)轉(zhuǎn)部位如軸承、鏈輪、鏈條、鋸切機(jī)油泵及軸承油嘴每班班前檢查有無缺油現(xiàn)象,如有,應(yīng)及時(shí)加注。15、開機(jī)前應(yīng)先檢查鋸切機(jī)液壓油箱是否缺油,如有缺油現(xiàn)象,要添加至規(guī)定油位(長(zhǎng)城46#液壓油)。17、開機(jī)前檢查套絲機(jī)、打磨機(jī)各部位及液壓油、冷卻液等是否符合要求。

