



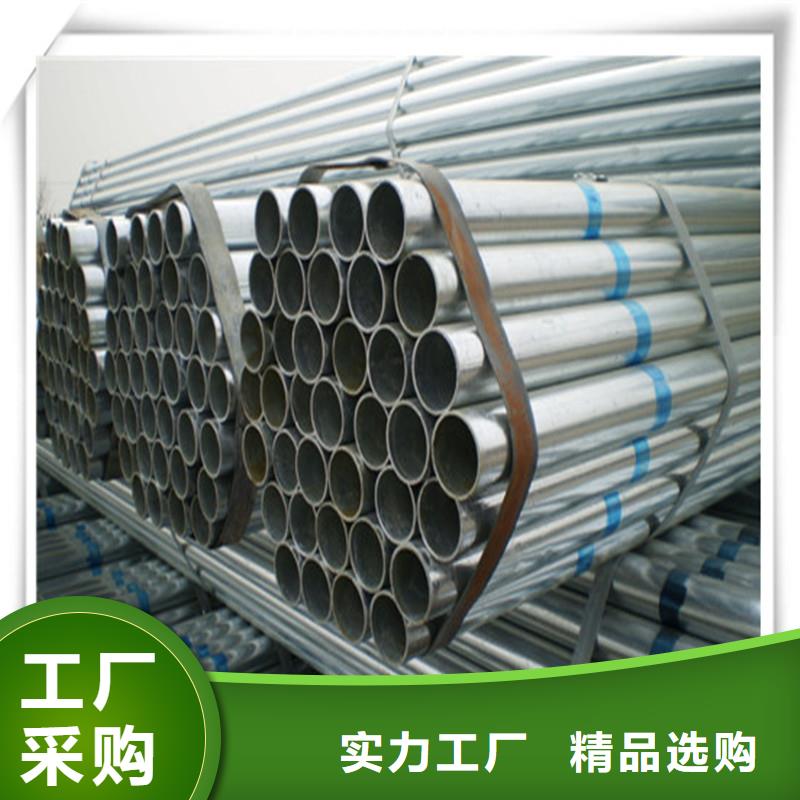
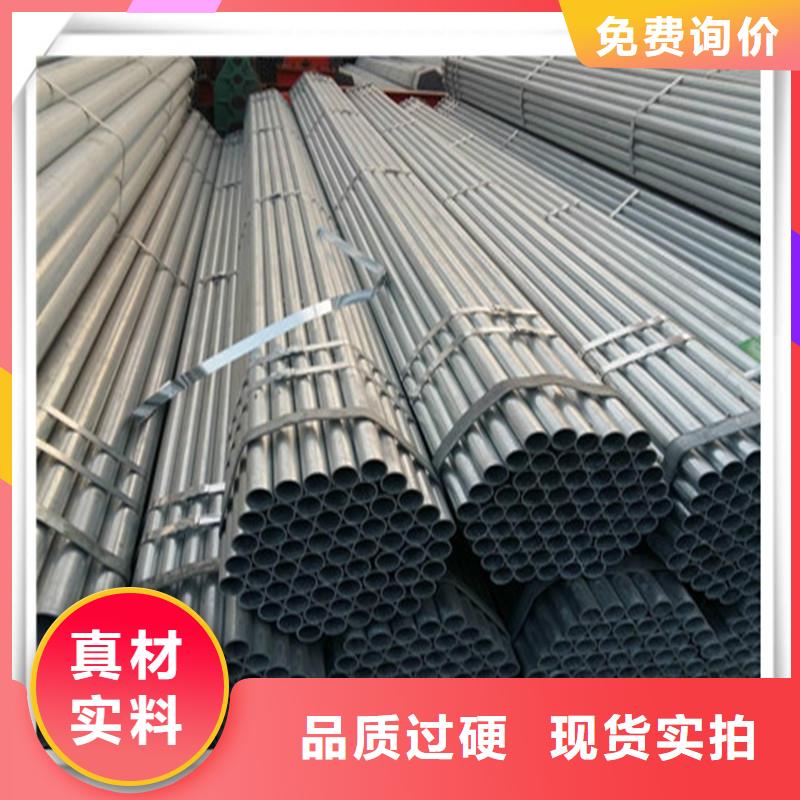

鍍鋅管,又稱鍍鋅鋼管,分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,具有鍍層均勻,附著力強,使用壽命長等優點。電鍍鋅成本低,表面不是很光滑,其本身的耐腐蝕性比熱鍍鋅管差很多。
鍍鋅鋼管分冷鍍管、熱鍍管,前者已被禁用,后者還被 提倡暫時能用。
熱鍍鋅管是使熔融金屬與鐵基體反應而產生合金層,從而使基體和鍍層二者相結合。熱鍍鋅是先將鋼管進行酸洗,為了去除鋼管表面的氧化鐵,酸洗后,通過氯化銨或氯化鋅水溶液或氯化銨和氯化鋅混合水溶液槽中進行清洗,然后送入熱浸鍍槽中。熱鍍鋅具有鍍層均勻,附著力強,使用壽命長等優點。北方大部分工藝采用鍍鋅帶直接卷管補鋅工藝。
冷鍍鋅管冷鍍鋅就是電鍍鋅,鍍鋅量很少,只有10-50g/m2,其本身的耐腐蝕性比熱鍍鋅管相差很多。正規的鍍鋅管生產廠家,為了保證質量,大多不采用電鍍鋅(冷鍍)。只有那些規模小、設備陳舊的小企業采用電鍍鋅,當然他們的價格也相對便宜一些。今后不準用冷鍍鋅管作水、煤氣管。


較小口徑的焊管采用直縫焊,大口徑焊管則多采用螺旋焊;按鋼管端部形狀分為圓形焊管和異型(方、矩型等)焊管;按材質和用途不同分為礦用流體輸送焊接鋼管、低壓流體輸送用鍍鋅焊接鋼管、帶式輸送機托輥電焊鋼管等。根據現行國標中的規格尺寸表,按外徑*壁厚由小到大排序。
焊管常用材質為:Q235A,Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80、0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
焊接鋼管采用的坯料是鋼板或帶鋼,因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管。因其焊接形式的不同分為直縫焊管和螺旋焊管兩種。因其端部形狀又分為圓形焊管和異型(方、扁等)焊管。焊管因其材質和用途不同而分為如下若干品種:



天津琪鈺鋼鐵貿易有限公司是一家高度專業化的公司,專業營銷管理能力和財務管控能力,緊緊圍繞核心形成的優勢。以質量求生存,公司擁有龐大的銷售服務體系、先進的技術、專業的設計團隊。我們注重產品質量的同時更注重售前、售中和售后的服務。公司主張長期合作、持續經營、跨步發展。
面對經濟全球化的要求,公司將繼續秉承“打造精品,做強企業,奉獻社會”的企業宗旨,發揚“團結協作,勤奮敬業,務實創新,的企業精神,努力踐行“不在守業中求生,要在擴業中圖強”的發展理念,科學整合資源,加強企業管理,增強企業核心競爭能力。
公司堅持優良服務,誠信為本,與時俱進,科技為先的企業理念,堅持科技先導、用戶至上的宗旨,竭誠為廣大用戶服務。

低壓流體輸送用鍍鋅焊接鋼管(熱浸鍍鋅部分)鍍鋅層的均勻性:鋼管試樣在硫酸銅溶液中連續浸漬5次不得變紅(鍍銅色)
表面質量:鍍鋅鋼管的表面應有完整的鍍鋅層,不得有未鍍上的黑斑和氣泡存在,允許有不大的粗糙面和局部鋅瘤存在。鍍鋅層重量:根據需方要求,鍍鋅鋼管可作鋅層重量測定,其平均值應不小于500g/平方米,其中任何試樣不得小于480g/平方米。
硫酸鹽鍍鋅 點是電流效率高達 ,沉積速率快,這是其他鍍鋅工藝無可比擬的。由于鍍層結晶不夠細致,分散能力與深鍍能力較差,因而只適于幾何形狀簡單的管材與線材等電鍍。硫酸鹽電鍍鋅鐵合金工藝對傳統的硫酸鹽鍍鋅工藝進行優化,只保留了主鹽硫酸鋅,其余組分均舍棄。在組成新工藝配方中又加入適量鐵鹽,使原來的單金屬鍍層形成鋅鐵合金鍍層。工藝的重組,不僅發揚了原工藝電流效率高、沉積速率快的優點,還使分散能力與深鍍能力得到很大改善,過去復雜件不能鍍,現在簡單與復雜件都能鍍,而且防護性能比單金屬提高3~5倍。生產實踐證明,用于線材、管材的連續電鍍,鍍層晶粒比原來的更細化、更光亮,沉積速率快。2~3 min內鍍層厚度達到要求。
