
想要直觀了解鍍鋅管熱軋無縫鋼管讓客戶買的放心產品嗎?別猶豫,快來觀看我們的視頻,讓產品自己說話!
以下是:鍍鋅管熱軋無縫鋼管讓客戶買的放心的圖文介紹

鍍鋅帶焊管以其壁厚大、材質好、加工工藝穩定,成為目前國內外大型油氣輸送工程的 鋼管。在鍍鋅帶焊管接接頭中,焊縫和熱影響區是容易產生各種缺陷的地方,而焊接咬邊、氣孔、夾渣、未熔合、未焊透、焊瘤、燒穿、焊接裂紋是主要焊接缺陷形式,也常常是使直縫埋弧焊管發生質量事故的起源。
鍍鋅帶焊管質量控制措施為:
1、焊接前質量控制
1)首先要把好原材料質量關,經檢驗合格后方能正式進入施工現場,堅決杜絕使用不合格鋼材。
2)其次是對焊接材料的管理。檢查焊接材料是否為合格產品,儲存和烘焙制度是否執行,發放的焊接材料表面是否清潔無銹,焊條的藥皮是否完好、有無霉變。
3)再次是焊接區清潔管理。檢查焊接區的清潔質量,不得有水、油、鐵銹和氧化膜等污物,這對防止焊縫外部缺陷的產生有重要作用。
4)選擇合適的焊接方法,應實行先試焊、后施焊原則。
2、焊接中的質量控制
1)根據焊接工藝規程復核焊絲和焊劑的規格是否正確,防止錯用焊絲和焊劑而造成焊接質量事故。
鍍鋅帶焊管焊接質量控制措施
2)對焊接環境進行監督,當焊接環境不好(溫度低于0℃、相對濕度大于90%)時應采取相應措施后進行焊接。
3)預焊前先檢驗坡口尺寸,包括間隙、鈍邊、角度及錯口等是否符合工藝要求。
4)在埋弧自動內外焊接過程中選用的焊接電流、焊接電壓、焊接速度等工藝參數是否正確。
5)監督焊接人員在埋弧自動內外焊接時充分利用鋼管管端引弧板長度,加強內外焊接時引弧板的使用效率,這有助于提高管端焊接質量。
6)監督焊接人員在補焊時是否先將熔渣清理干凈、是否已徹底處理接頭,坡口處是否有油、鐵銹、渣、水、漆等污物。
鍍鋅帶焊管質量控制措施為:
1、焊接前質量控制
1)首先要把好原材料質量關,經檢驗合格后方能正式進入施工現場,堅決杜絕使用不合格鋼材。
2)其次是對焊接材料的管理。檢查焊接材料是否為合格產品,儲存和烘焙制度是否執行,發放的焊接材料表面是否清潔無銹,焊條的藥皮是否完好、有無霉變。
3)再次是焊接區清潔管理。檢查焊接區的清潔質量,不得有水、油、鐵銹和氧化膜等污物,這對防止焊縫外部缺陷的產生有重要作用。
4)選擇合適的焊接方法,應實行先試焊、后施焊原則。
2、焊接中的質量控制
1)根據焊接工藝規程復核焊絲和焊劑的規格是否正確,防止錯用焊絲和焊劑而造成焊接質量事故。
鍍鋅帶焊管焊接質量控制措施
2)對焊接環境進行監督,當焊接環境不好(溫度低于0℃、相對濕度大于90%)時應采取相應措施后進行焊接。
3)預焊前先檢驗坡口尺寸,包括間隙、鈍邊、角度及錯口等是否符合工藝要求。
4)在埋弧自動內外焊接過程中選用的焊接電流、焊接電壓、焊接速度等工藝參數是否正確。
5)監督焊接人員在埋弧自動內外焊接時充分利用鋼管管端引弧板長度,加強內外焊接時引弧板的使用效率,這有助于提高管端焊接質量。
6)監督焊接人員在補焊時是否先將熔渣清理干凈、是否已徹底處理接頭,坡口處是否有油、鐵銹、渣、水、漆等污物。

冷鍍鋅就是電鍍鋅,鍍鋅量很少,只要10-50g/m2,其自身的耐腐蝕性比熱鍍鋅管相差很多。正軌的鍍鋅管消費廠家,為了保證質量,大多不采用電鍍鋅(冷鍍)。只要范圍小、設備陳舊的小企業采用電鍍鋅,當然他們的價錢也相對廉價一些。建立部已正式下文,淘汰技術落后的冷鍍鋅管,不準用冷鍍鋅管作水、煤氣管。
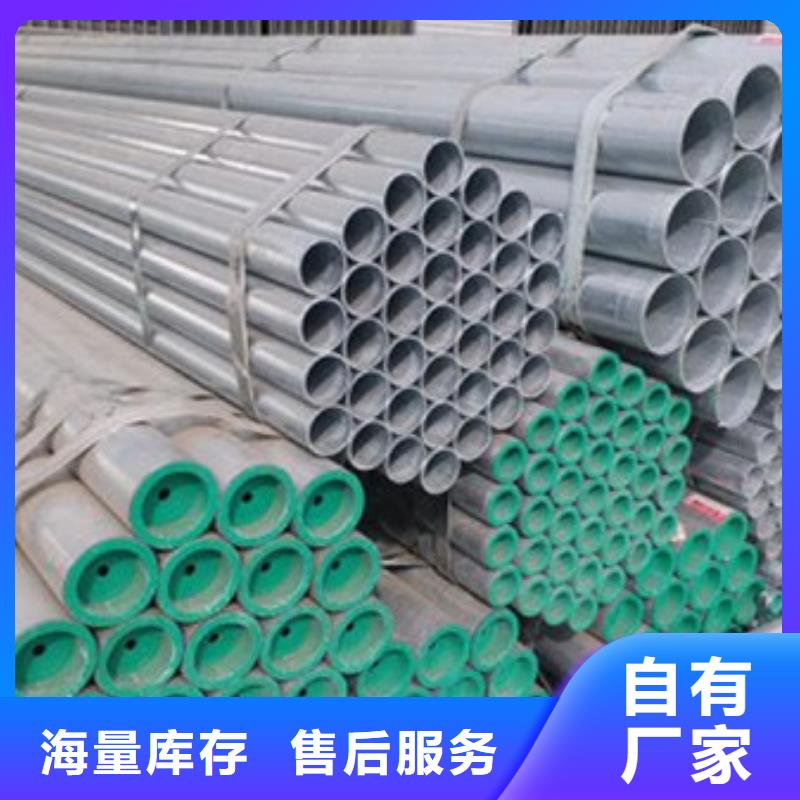
普通如今用的鍍鋅鋼管都是熱鍍鋅的,而電氣上用的線槽等用的是冷鍍鋅,顏色有一定的區別,冷鍍只在外管壁鍍鋅,熱鍍內外都鍍,鍍鋅焊管是在焊接鋼管的根底上再熱鍍鋅(即在鋅鍋內將鋅溶化,再將鋼管浸入液體鋅中一段時間取出,再冷卻吹干)。使鋼管內外壁同時有一層鋅層附著。鍍鋅管普通用于低壓流體(即水,液體煤氣)的保送。 鍍鋅管市場資源較為偏緊


鍍鋅鋼管分冷鍍管、熱鍍管,前者已被禁用,后者還被 提倡暫時能用。
熱鍍鋅管
是使熔融金屬與鐵基體反應而產生合金層,從而使基體和鍍層二者相結合。熱鍍鋅是先將鋼管進行酸洗,為了去除鋼管表面的氧化鐵,酸洗后,通過氯化銨或氯化鋅水溶液或氯化銨和氯化鋅混合水溶液槽中進行清洗,然后送入熱浸鍍槽中。熱鍍鋅具有鍍層均勻,附著力強,使用壽命長等優點。
冷鍍鋅管
冷鍍鋅就是電鍍鋅,鍍鋅量很少,只有10-50g/m2,其本身的耐腐蝕性比熱鍍鋅管相差很多。正規的鍍鋅管生產廠家,為了保證質量,大多不采用電鍍鋅(冷鍍)。只有那些規模小、設備陳舊的小企業采用電鍍鋅,當然他們的價格也相對便宜一些。目前建設部已正式下文,淘汰技術落后的冷鍍鋅管,今后不準用冷鍍鋅管作水、煤氣管。
熱鍍鋅管
是使熔融金屬與鐵基體反應而產生合金層,從而使基體和鍍層二者相結合。熱鍍鋅是先將鋼管進行酸洗,為了去除鋼管表面的氧化鐵,酸洗后,通過氯化銨或氯化鋅水溶液或氯化銨和氯化鋅混合水溶液槽中進行清洗,然后送入熱浸鍍槽中。熱鍍鋅具有鍍層均勻,附著力強,使用壽命長等優點。
冷鍍鋅管
冷鍍鋅就是電鍍鋅,鍍鋅量很少,只有10-50g/m2,其本身的耐腐蝕性比熱鍍鋅管相差很多。正規的鍍鋅管生產廠家,為了保證質量,大多不采用電鍍鋅(冷鍍)。只有那些規模小、設備陳舊的小企業采用電鍍鋅,當然他們的價格也相對便宜一些。目前建設部已正式下文,淘汰技術落后的冷鍍鋅管,今后不準用冷鍍鋅管作水、煤氣管。



融拓金屬材料有限公司科技先進、文明、勇于創新、服務社群、信譽至上、精益求精為經營方針,熱忱歡迎社會各界新老用戶選用我公司的【吉林長春合金鋼板】產品。 我們以優良的品質,崇高的信譽和無微不至的服務贏得眾多贊譽。今天,我們繼續秉承這一優良傳統,并不斷發揚光大。在未來的歲月里,我們將以誠懇的態度接受各界友人和廣大客戶提出的寶貴建議,以感謝萬千的熱情,衷心感謝社會各界給予的支持和厚愛。

