



更新時間:2025-02-19 09:41:43 瀏覽次數:7 公司名稱: 裕盛鋼板倉有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 8888/噸 |
| 發貨期限 | 30天 |
| 供貨總量 | 999898 |
| 運費說明 | 電議 |
| 是否廠家 | 是 |
| 產品材質 | Q235B-Q355D |
| 發貨城市 | 山東聊城 |
| 加工定制 | 可定制 |
| 可售賣地 | 全國各地 |
| 質保時間 | 1年 |
| 適用領域 | 工業、農業等 |
| 產地 | 聊城 |
| 品牌 | 聊城裕盛 |
| 發貨周期 | 1-3 |
| 材質 | 鋼 |
| 是否全新 | 是 |
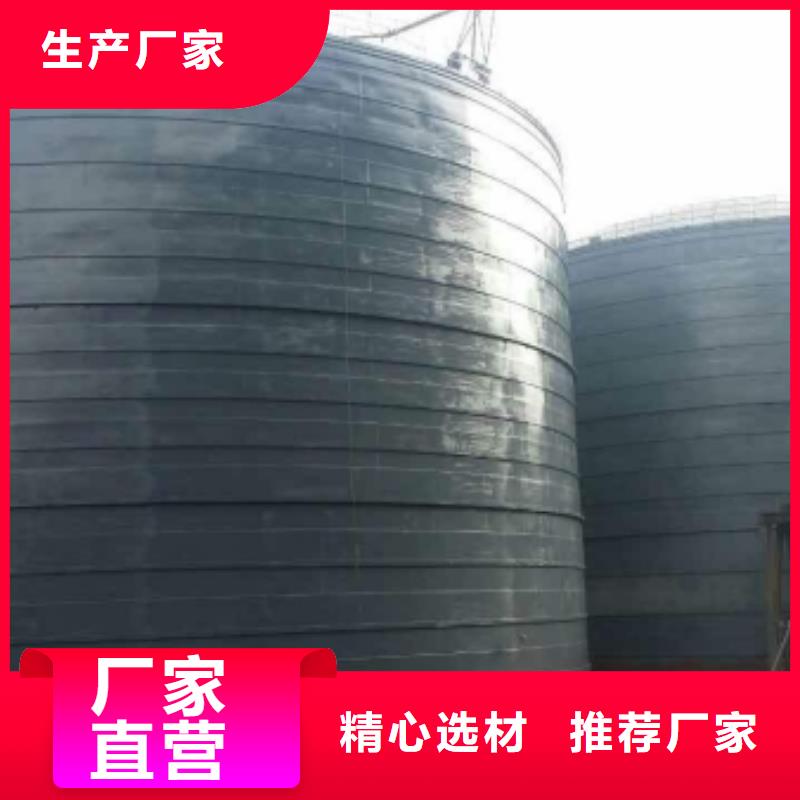



粉煤灰庫體變形對應采取措施如下:
1、墊腳槽鋼高度保持水平。對平臺墊腳槽鋼高度進行找平,確保各平臺槽鋼高度一致,使庫體板承受上部荷載均勻,將庫體變形將到 。同時,內部吊耳盡量靠近豎向加強肋或環向加強肋,或吊耳根部加方板,增加接觸與庫體的接觸面積,減小庫體局部由于受力不均產生的變形。
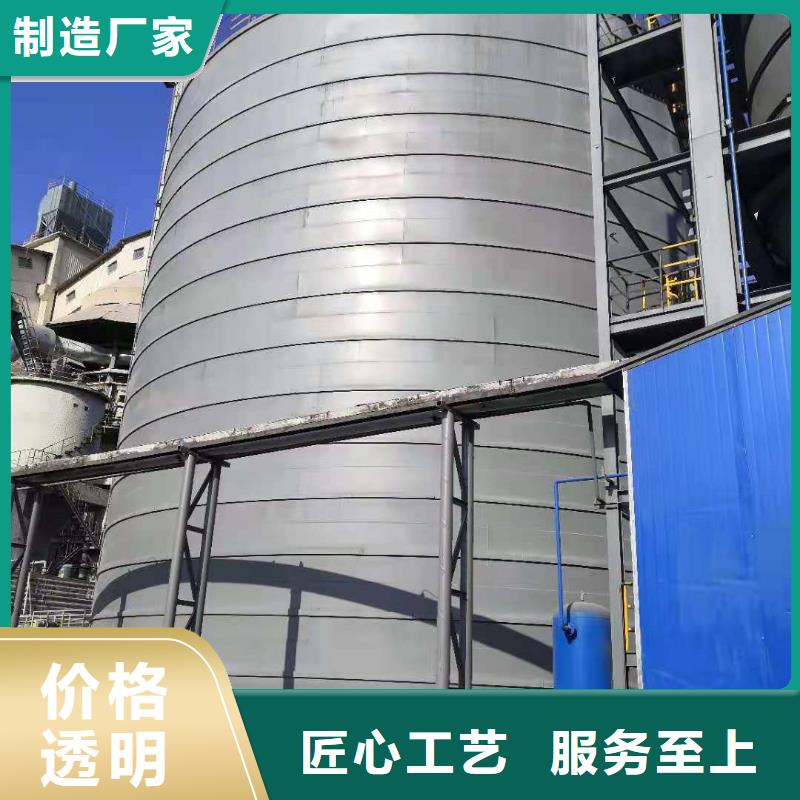
2、庫體板方板時,確保場地平整,鋼板平鋪,同時度提高等級,放線切割時均由專業人員負責,確保方板度。從而使上下兩節庫體板間距均勻,減少強力拼合的情況。
3、確定合理的焊接工藝順序,減小焊接應力集中,縮小變形。
(1)豎向對接焊縫焊接時,先進行間斷焊,間斷焊長度不超過20公分,同時板兩端預留20---30公分不焊接,間斷焊接完成后,用錘擊方式焊接殘余應力后將剩余焊縫焊接(板兩端焊縫除外)完成,同時錘擊焊接殘余應力。
(2)環向對接焊縫焊接時,先將T型口對齊,確保平整不錯邊,對T型口兩邊進行橫向焊接大約50公分左右,錘擊殘余應力后,然后分段退焊或跳焊,沿環縫方向均分,大約完成環縫工程量的一半時,再進行錘擊,焊接應力后將剩余焊縫焊完,錘擊焊接應力即可。
(3)如因兩板縫隙不均或焊工水平差異無法一次焊接成型,必須進行兩遍或多遍焊接,且 遍焊接完成后焊接應力后方可進行第二遍焊接。



裕盛鋼板倉有限公司成立初期一直堅持“質量是天,是命”的生產理念,從 遼寧盤錦鍍鋅螺旋鋼板倉、裝配式儲糧倉、玉米鋼板倉、熟料庫的生產,層層把關,嚴格篩選,確保 遼寧盤錦鍍鋅螺旋鋼板倉、裝配式儲糧倉、玉米鋼板倉、熟料庫產品的高品質生產。公司深知,做產品要質量可靠、交貨及時、價格合理、服務周到,做企業要創造精品、服務社會,公司會堅持落實貫徹企業理念,竭誠與國內外朋友合作,共謀大業。

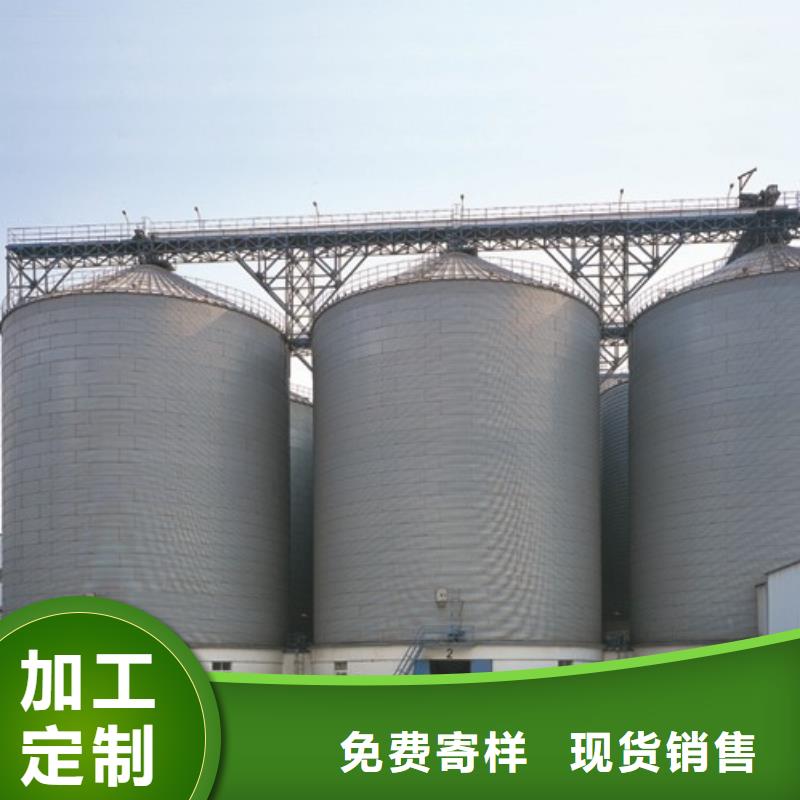
4.立筒庫裝卸工藝流程
原料入立筒庫儲存之前,一般要初雜,干燥通風,如儲存期間發生病蟲害,要進行熏蒸滅蟲害;若發現物料過熱,水分過多,還需倒倉通風。
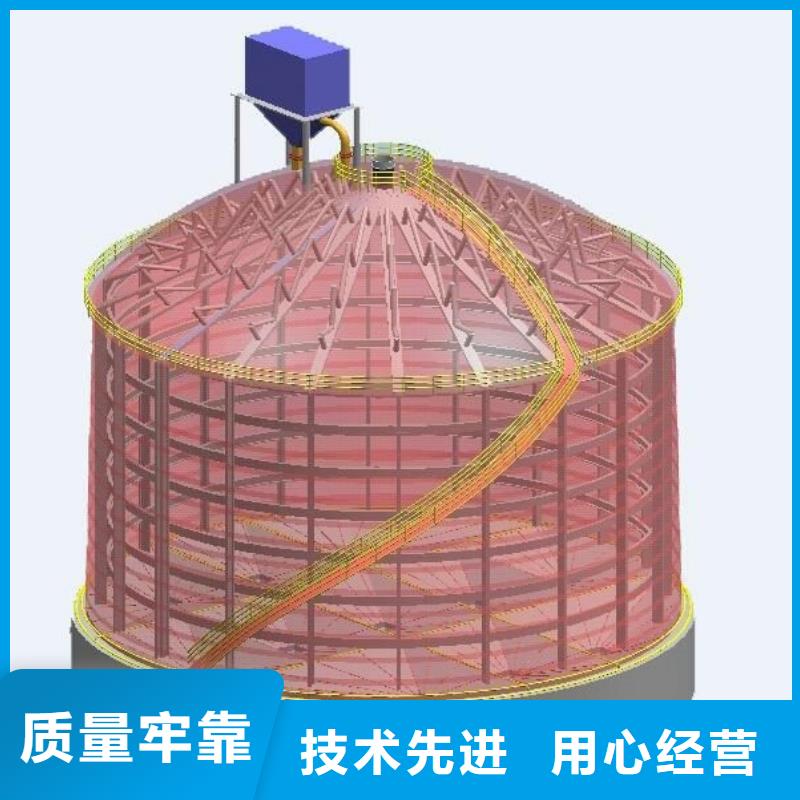
(1)干燥和通風 有的原料在入庫前期含水量超過儲存標準要求需進行干燥以降低其含水量,防止物料霉變。干燥有烘干干燥和通風干燥兩種。烘干干燥需要加熱,加工成本高,主要用于原料含水量較高的新收購谷物。通風干燥主要用在周轉倉的通風干燥和降溫上,適用于水分略高和氣溫較高的季節。
烘干干燥由干燥塔和熱風爐組成。干燥機的空氣流量范圍在0.66~1.33m3/m2 s。影響物料干燥的主要因素有:大氣溫度和濕度、干燥機內溫升、空氣流量、物料含水量、物料從干燥機通過的流量以及物料種類等。飼料原料的干燥溫度一般控制在82℃~83℃,物料品種不同耐受 溫度有差異,小麥能耐較高溫度,依次是燕麥、玉米。物料粒度也與烘干難易有關。烘干溫度較高,玉米淀粉易變性,則在飼料制粒時不易成形。烘干玉米所需時間比烘干小麥要高60%。
烘干干燥過程包括對物料進行快速高溫干燥和緩慢冷卻過程。這一過程既可以改善物料品質(通過緩蘇過程減少顆粒應力開裂),又可使干燥機的處理量增加約70%。并且使烘干每噸物料的能耗減少20%。物料經干燥排出干燥機的溫度為49℃~60℃,被送入緩蘇料倉并在倉內緩蘇4h以上,使水分從顆粒內部轉移到外部,再用小風量對物料進行通風冷卻直至物料冷卻。經過上述緩蘇和冷卻處理,可去除約2個百分點的水分。粉煤灰庫

