

我們?yōu)槟尸F(xiàn)了一部精彩絕倫的HT250鑄鐵方條型材價格優(yōu)惠產(chǎn)品視頻,讓您感受產(chǎn)品的獨特之處。
以下是:HT250鑄鐵方條型材價格優(yōu)惠的圖文介紹
惠")
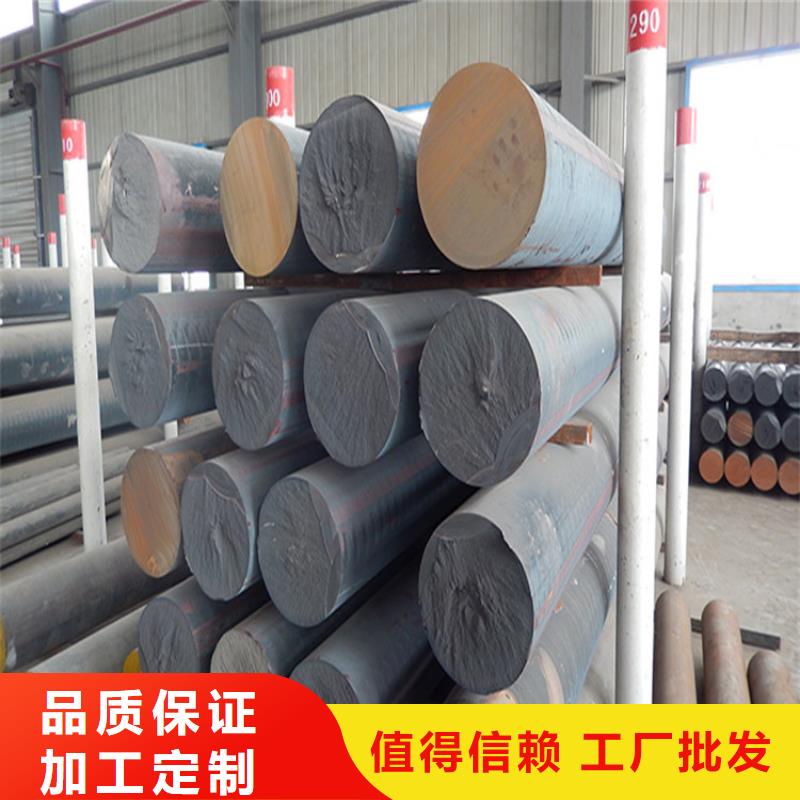
河南平頂山億錦鑄鐵型材有限公司專業(yè)提供河南平頂山球墨鑄鐵棒現(xiàn)貨,河南平頂山鑄鐵棒生產(chǎn)廠家目前球墨鑄鐵型材,灰鐵型材市場尚處于半真空地帶,沒有供應(yīng)商。所以公司將安徽公司的倉庫規(guī)劃為中西部區(qū)域大的鑄鐵型材庫,以便搶得市場先機,服務(wù)更多客戶。鑄鐵是一種含碳量在2%以上的鐵碳合金。工業(yè)用鑄鐵一般含碳量為2%~4%。碳在鑄鐵中多以石墨形態(tài)存在,有時也以滲碳體形態(tài)存在。除碳外,鑄鐵中還含有1%~3%的硅,以及錳、磷、硫等元素。合金鑄鐵還含有鎳、鉻、鉬、鋁、銅、硼、釩等元素。碳、硅是影響鑄鐵顯組織和性能的主要元素。 對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現(xiàn)的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現(xiàn)象得到有效。但由于在率次實驗過程中,剛開始生產(chǎn)鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結(jié)晶器的停留時間過長,導(dǎo)致在扁平方向上鑄鐵型材頂部略微向下凹,當(dāng)拉拔參數(shù)調(diào)整合適時,下凹及鼓肚現(xiàn)象基本消失。 為了延遲球化反應(yīng)時間,增強球化和孕育效果,要在球化劑和孕育劑的上面覆蓋一層鐵屑。球化處理的方法較多, 一般采用三角試樣。澆注三角試樣,冷至暗紅色,淬水冷卻,砸斷后觀察斷口。斷口銀白色, 白口,中心有疏松,兩側(cè)凹縮,同時砸斷時有電石氣味,敲擊聲和鋼相似,則球化良好,否則球化不良。 采用水平連鑄和封閉結(jié)晶器的工藝使型材表面質(zhì)量好,尺寸精度高,無夾砂、夾渣、氣孔、縮孔等鑄造缺陷,加工成品率高于砂鑄件。
惠")
惠")
億錦天澤鋼鐵有限公司技術(shù)力量雄厚,安裝團隊實力強大,目前擁有 河南平頂山q550高強板生產(chǎn)廠家項目部6個,專業(yè)施工人員70余人,中、專業(yè)人員10余人,一般技術(shù)人員及營銷人員30余人。公司還有一支的售后服務(wù)隊伍.
公司將本著誠實守信、質(zhì)量、服務(wù)、服務(wù)于 河南平頂山q550高強板生產(chǎn)廠家事業(yè)的原則,與海內(nèi)外客戶廣泛合作,攜手共創(chuàng) 河南平頂山q550高強板生產(chǎn)廠家事業(yè)的美好明天。
惠")
惠")
惠")
河南平頂山億錦鑄鐵型材有限公司專業(yè)提供河南平頂山球墨鑄鐵棒現(xiàn)貨,河南平頂山鑄鐵棒生產(chǎn)廠家灰鑄鐵型材消失模鑄造法金屬液充型過程的規(guī)律,對于消失模鑄造工藝設(shè)計、鑄件質(zhì)量控制及流場和溫度場的數(shù)值模擬具有重要意義。 本文利用自行研制的32通道開關(guān)量/32通道溫度模擬量計算機數(shù)據(jù)采集系統(tǒng),用正交試驗設(shè)計方法研究了工藝參數(shù)對灰鑄鐵消失模鑄造充型速度的影響。通過線性回歸,建立了線性回歸方程,對影響充型速度的諸多因素——負壓度、模樣密度、涂料透氣性、澆注溫度、金屬液靜壓頭、內(nèi)澆道尺寸、模樣厚度進行了篩選。 對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現(xiàn)的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現(xiàn)象得到有效。但由于在率次實驗過程中,剛開始生產(chǎn)鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結(jié)晶器的停留時間過長,導(dǎo)致在扁平方向上鑄鐵型材頂部略微向下凹,當(dāng)拉拔參數(shù)調(diào)整合適時,下凹及鼓肚現(xiàn)象基本消失。 反弧度法工藝制各的鑄鐵型材組織更為均勻,力學(xué)性能更為優(yōu)良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標(biāo)高于鑄鐵型材標(biāo)準(zhǔn)(JBT10854-2008水平連續(xù)鑄造鑄鐵型材) 性能要求。同時,伸長率指標(biāo)均超過LZQT500-7規(guī)定的指標(biāo)。與拉伸性能結(jié)果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。 在拉伸過程中,石墨作為夾雜分布在集體組織中,石墨形態(tài)對度灰鑄鐵的抗拉強度有很大的影響。石墨越彎曲,石墨端部角度越鈍,抗拉強度越好。
惠")
惠")
河南平頂山億錦鑄鐵型材有限公司專業(yè)提供河南平頂山球墨鑄鐵棒現(xiàn)貨,河南平頂山鑄鐵棒生產(chǎn)廠家鑄鐵型材是可以焊接材料。一般只用來焊補鑄鐵件的鑄造缺陷以及局部破壞的鑄鐵件。鑄鐵的焊補一般 采用氣焊或焊條電弧焊。采用水平連鑄和封閉結(jié)晶器的工藝使型材表面質(zhì)量好,尺寸精度高,無夾砂,夾渣,氣孔,縮孔等鑄造缺陷,加工成品率高于砂鑄件。 機械加工性能良好,與砂鑄件對比同材質(zhì)型材切削性能好,鑄鐵型材切削抗力大于砂鑄鑄鐵件而小于鋼件,表面光潔度好,與砂鑄鑄鐵件,鋼件對比,鑄鐵型材在不同速度下切削,表面光潔度相對波動小,不僅在低速(<50m/min)?切削,而且在高速?(>200m/min)?切削時,均能保證表面粗糙度不大于20。 對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現(xiàn)的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現(xiàn)象得到有效。但由于在率次實驗過程中,剛開始生產(chǎn)鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結(jié)晶器的停留時間過長,導(dǎo)致在扁平方向上鑄鐵型材頂部略微向下凹,當(dāng)拉拔參數(shù)調(diào)整合適時,下凹及鼓肚現(xiàn)象基本消失。 體時所需的原子擴散量較小,滲碳體的晶核易形成,所以自合金液體或奧氏體中析出的是滲碳體而不是石墨。 球墨鑄鐵鑄造廠、鑄鐵型材生產(chǎn)商、球墨鑄鐵棒,那么影響鑄態(tài)球鐵生產(chǎn)穩(wěn)定性的因素很多,要穩(wěn)定地生產(chǎn)球墨鑄鐵,必須在生產(chǎn)中把握好以下幾點:穩(wěn)定的化學(xué)成分和鐵液溫度,準(zhǔn)確的鐵液量,合適的球化和孕育處理方法,以及可靠的爐前控制。首先,是在設(shè)備上的選擇。
惠")
惠")
惠")
點擊查看億錦天澤鋼鐵有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】