



聯系我們

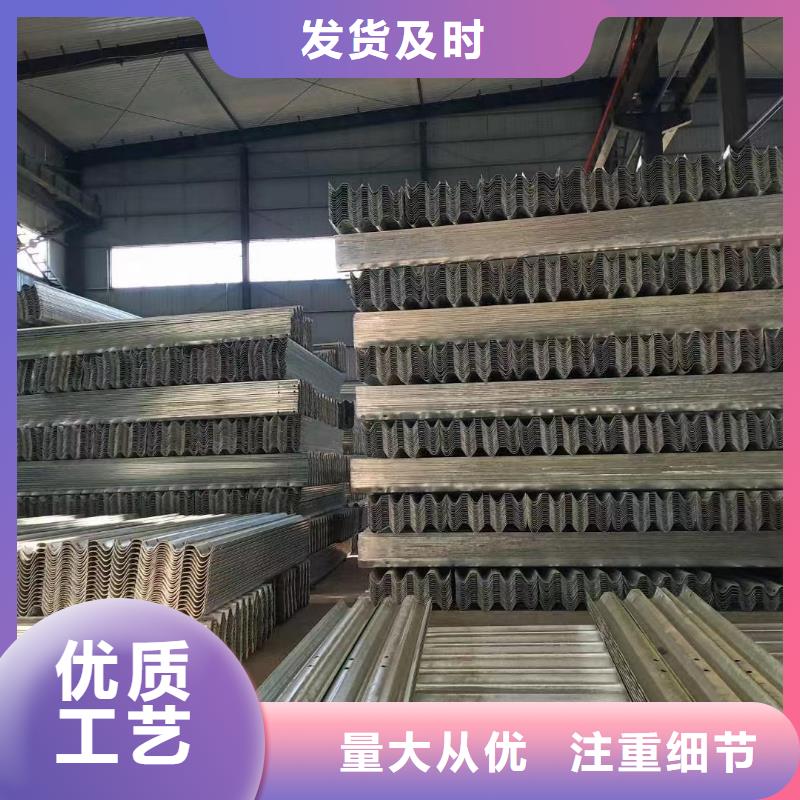
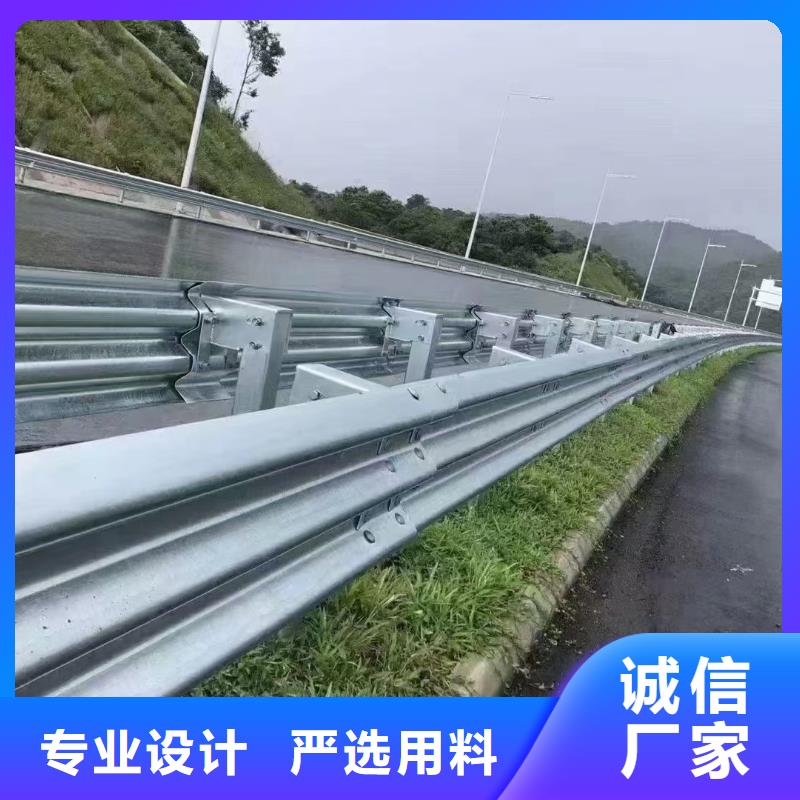
國標熱鍍鋅護欄板批發
更新時間:2025-01-27 23:12:13 瀏覽次數:7 公司名稱:聊城 廣順交通設施有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 20/件 |
| 發貨期限 | 1-7 |
| 供貨總量 | 50986 |
| 運費說明 | 電聯 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品規格 | 齊全 |
| 發貨城市 | 全國 |
| 產品產地 | 山東 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 是否進口 | 否 |



云海旭金屬材料有限公司
錦州國標熱鍍鋅護欄板批發
公路隔離柵的潛在問題近年來,隨著國內高速公路建設的飛速發展,隔離柵市場不斷擴大,但由于該產品在的生產和使用時間不足十年,產品標準頒布僅五六年, 標準頒布剛兩年,生產廠家對該產品的性能、參數、生產工藝掌握各不相同,致使這一產品的質量良莠不齊。
隔離柵已經成為重要的交通基礎設施,對經濟的發展和社會的做出了重要的貢獻。目前,高速公路隔離柵養護管理仍存在一些亟待解決的問題。大致有兩個方面:其一,養護管理不順。目前大多數高速隔離柵養護管理仍采用事業型管理,養護經費采用撥款方式。
這種在計劃經濟下形成的養護管理模式已不能適應高速隔離柵市場化經營的需求。盡管各省市在養護管理機構及組織方式上較為健全,但由于的影響和養護市場的封閉型管理,已愈來愈嚴重地影響了高速隔離柵養護水平的和養管機制的。
是有些地方管理觀念陳舊,人員機構臃腫,分配機制缺乏活力,從另一個側面反應了當前高速隔離柵養護管理上的不足。其二,"重建輕養"思想嚴重。"重建輕養"在高速隔離柵管理中主要為養護資金投入不足和對科技進步重視不夠兩個方面。
內襯不銹鋼復合鋼管的焊接順序為先焊復合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術措施主要包括以下幾點:
(1) 管子對焊組對時, 其內壁應齊平, 內壁錯邊量不宜超過管壁厚度的 10%,且應≤2 mm。
(2) 焊接時, 應盡量采用多層焊, 各焊層焊道的接頭應盡量錯開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。
(3) 點固焊時管內必須充氬, 以保證點固焊焊縫質量。 打底焊時,仰焊位置采用內填絲, 立焊、 平焊位置采用外填絲法進行焊接。
(4) 應在坡口內引弧, 禁止在非焊接部位引弧, 接弧處應保證焊透與熔合, 熄弧時應填滿弧坑, 焊接即將結束時, 應減小氬氣流量, 防止氣壓過大使焊縫產生凹陷。
(5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區, 防止破壞電弧的穩定和產生夾鎢缺陷, 焊絲端部不得退出保護區, 防止焊絲氧化。


 若逢霧天,應用干棉布擦拭鐵藝護欄上的水珠。酸堿是鐵藝護欄的‘頭 ’若鐵藝護欄上不慎滴上了酸(,醋酸)堿(蘇打水,肥皂水)應立即用清水把污處沖洗干凈,再用干棉布擦干。天長日久,鐵藝護欄難免會生銹,這時千萬不要自作主張,用砂紙打磨,這樣會把漆也打磨掉。
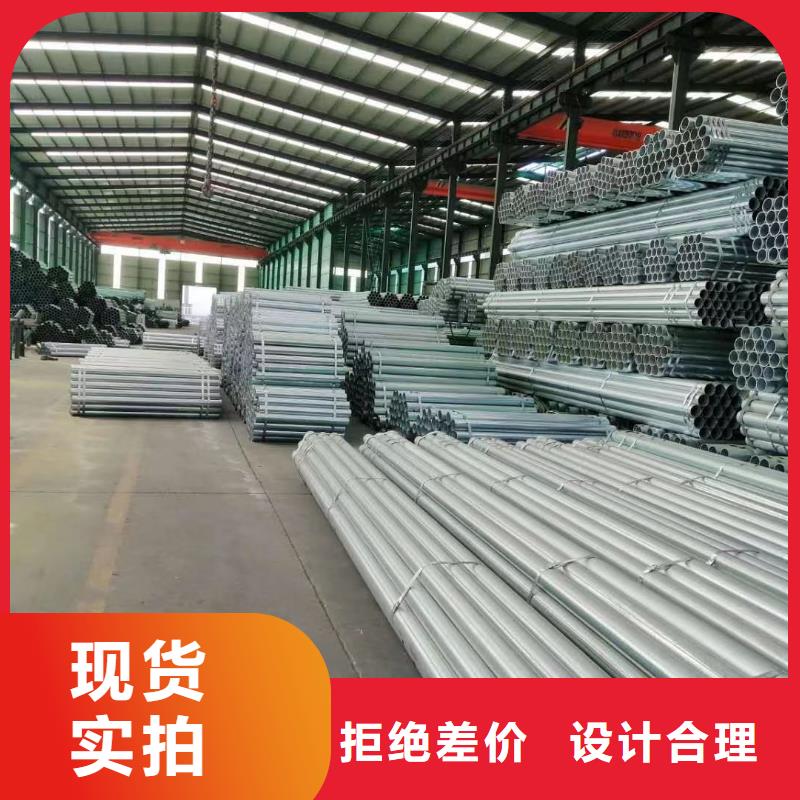
鐵藝護欄的基材是選用優質鋼材經過熱浸鍍鋅處理工藝加工而成的,熱浸鍍鋅,就是把已經處理好的鋼材投入到幾千攝氏度的鋅液中,使鐵和鋅發生化學反應生成鋅鐵合金層和純鋅層,用這種方法可以使鐵藝護欄內部,外部均受。
鐵藝護欄是由基材和配件組成,其表面經過多重處理工藝。能有效阻止鐵藝工件被氧化的機會,延長鐵藝護欄的使用壽命。鐵藝護欄表面經過阿克蘇諾貝爾彩色離分子處理工藝,可以自己選擇表面顏色,一般常用的顏色有、草綠色、天藍色、淺粉色等。
選擇鐵藝圍欄切實靠譜隨著工業企業的逐步擴大規模,商都開始自己進行廠區的修建,為了給工人一個很好的工作和生活環境,在廠區建設上面,負責人都花費了不少的心思。廠區內部的劃分,很多時候,都需要借助護欄這樣的產品進行區域的分割。
若逢霧天,應用干棉布擦拭鐵藝護欄上的水珠。酸堿是鐵藝護欄的‘頭 ’若鐵藝護欄上不慎滴上了酸(,醋酸)堿(蘇打水,肥皂水)應立即用清水把污處沖洗干凈,再用干棉布擦干。天長日久,鐵藝護欄難免會生銹,這時千萬不要自作主張,用砂紙打磨,這樣會把漆也打磨掉。
鐵藝護欄的基材是選用優質鋼材經過熱浸鍍鋅處理工藝加工而成的,熱浸鍍鋅,就是把已經處理好的鋼材投入到幾千攝氏度的鋅液中,使鐵和鋅發生化學反應生成鋅鐵合金層和純鋅層,用這種方法可以使鐵藝護欄內部,外部均受。
鐵藝護欄是由基材和配件組成,其表面經過多重處理工藝。能有效阻止鐵藝工件被氧化的機會,延長鐵藝護欄的使用壽命。鐵藝護欄表面經過阿克蘇諾貝爾彩色離分子處理工藝,可以自己選擇表面顏色,一般常用的顏色有、草綠色、天藍色、淺粉色等。
選擇鐵藝圍欄切實靠譜隨著工業企業的逐步擴大規模,商都開始自己進行廠區的修建,為了給工人一個很好的工作和生活環境,在廠區建設上面,負責人都花費了不少的心思。廠區內部的劃分,很多時候,都需要借助護欄這樣的產品進行區域的分割。
 因此, 要想很好地完成不銹鋼復合管過渡層的焊接, 對于焊接材料的選取(根據舍弗勒相圖)、 焊工的資質、 焊接坡口型式、 及焊接工藝參數都有特定的要求。 為了避免不銹鋼層與基體界面處出現的合金元素的稀釋、 碳元素的遷移等, 過渡層的焊接是保證復合管焊接質量的關鍵。 [8] 由于內襯不銹鋼復合鋼管生產工藝和技術的限制, 目前, 國產的復合管的基層和復合層還不能完全熔焊在一起, 因此在實際焊接中具有一定難度。
內襯不銹鋼復合鋼管的復合層和基層之間沒有熔焊在一起, 所以在組對焊接前必須進行封焊, 根據不銹鋼管的焊接特點, 在焊接過程中當熱輸入較大, 冷卻較慢時, 易產生熱裂紋、 變形等缺陷。 而 GTAW 焊的熱輸入較小, 且氬氣流除可以保護高溫金屬外, 還具有一定的冷卻作用, 能提高焊縫抗裂能力, 同時鎢極電弧穩定, 即在很小的焊接電流下仍可穩定燃燒, 特別適用于薄壁管的焊接。 因此, 封焊層采用 GTAW 焊接。 鎢極直徑根據管壁厚選擇, 管壁越厚所需焊接電流越大, 即鎢極直徑越大。 因襯管壁厚為 1.5~2mm (襯管厚度), 因此, 采用準 2.5 mm 的 WCe-20 鎢極, 噴嘴直徑為 10 mm。
因此, 要想很好地完成不銹鋼復合管過渡層的焊接, 對于焊接材料的選取(根據舍弗勒相圖)、 焊工的資質、 焊接坡口型式、 及焊接工藝參數都有特定的要求。 為了避免不銹鋼層與基體界面處出現的合金元素的稀釋、 碳元素的遷移等, 過渡層的焊接是保證復合管焊接質量的關鍵。 [8] 由于內襯不銹鋼復合鋼管生產工藝和技術的限制, 目前, 國產的復合管的基層和復合層還不能完全熔焊在一起, 因此在實際焊接中具有一定難度。
內襯不銹鋼復合鋼管的復合層和基層之間沒有熔焊在一起, 所以在組對焊接前必須進行封焊, 根據不銹鋼管的焊接特點, 在焊接過程中當熱輸入較大, 冷卻較慢時, 易產生熱裂紋、 變形等缺陷。 而 GTAW 焊的熱輸入較小, 且氬氣流除可以保護高溫金屬外, 還具有一定的冷卻作用, 能提高焊縫抗裂能力, 同時鎢極電弧穩定, 即在很小的焊接電流下仍可穩定燃燒, 特別適用于薄壁管的焊接。 因此, 封焊層采用 GTAW 焊接。 鎢極直徑根據管壁厚選擇, 管壁越厚所需焊接電流越大, 即鎢極直徑越大。 因襯管壁厚為 1.5~2mm (襯管厚度), 因此, 采用準 2.5 mm 的 WCe-20 鎢極, 噴嘴直徑為 10 mm。