


聯(lián)系我們

銷售鋼筋籠繞筋機使用說明_品牌廠家
更新時間:2025-01-13 14:46:33 瀏覽次數(shù):5 公司名稱:許昌 建貿機械設備有限公司
| 產品參數(shù) | |
|---|---|
| 產品價格 | 26000 |
| 發(fā)貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 最小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規(guī)格 | JMRLJ-3000 |
| 發(fā)貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |




第七步:將制作好的鋼筋籠,在存放區(qū)內完成耳筋、混凝土保護層墊塊等安裝,滿足要求后由項目現(xiàn)場技術人員進行自檢,確認滿足規(guī)范要求后報檢,并懸掛鋼筋籠標識牌,注明施工部位、加工時間、分節(jié)數(shù)量及單節(jié)長度等。第八步:鋼筋籠安裝檢測管,駐馬店鋼筋籠繞筋機根據(jù)圖紙施工要求,在鋼筋籠上綁扎上供后期樁體質量檢測用的聲測管和注漿管,聲測管和注漿管在安裝時,應該相關要求進行安裝,在聲測管和注漿管的選擇上可以選用鴻冶聲測管和鴻冶注漿管。第九步:項目質檢工程師接到報檢后,對鋼筋籠加工質量進行檢查驗收,滿足設計及規(guī)范要求后在鋼筋籠標識牌上簽字確認,并向監(jiān)理工程師報檢。監(jiān)理工程師驗收合格后,在鋼筋籠標識牌上簽字確認。第十步:項目鋼筋廠調度根據(jù)鋼筋籠的標識牌信息安排鋼筋籠出廠
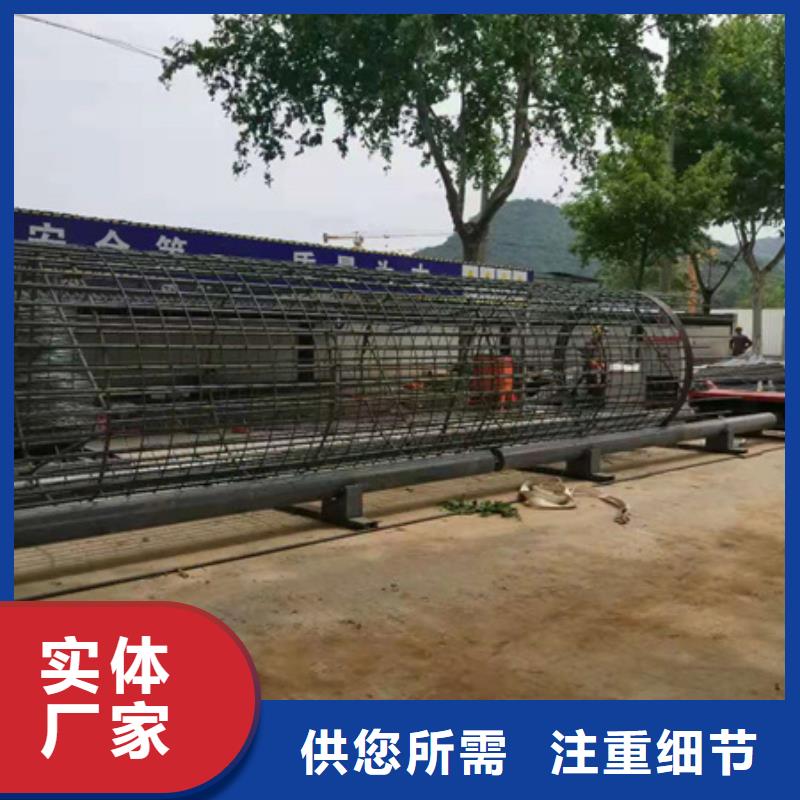
操作:鋼筋籠全長9米時一般用兩根過渡箍,纏繞筋起點位置為前端,在前端外套入一個過渡箍,避免在纏繞區(qū)內。末端在鋼筋籠尾部膠輥靠前面位置套入一個過渡箍,當纏繞筋工作到附近時,用手掌推動過渡箍向后移動,(注意:不能用手抓過渡箍,此時過渡箍是旋轉狀態(tài),容易對人造成傷害。)直止過渡箍退出鋼筋籠。前端過渡箍也可如此。鋼筋籠12米以上,或者單節(jié)鋼筋籠較重時,骨架中間加焊1、2圈纏繞筋替代第三個過渡箍。或直接中間開始繞筋,另半截籠前面向中間纏繞連接完成。所以三個過渡箍的中間一個箍應置放在中間靠后面的地方,借以減少沖擊振動。退出輥輪并過渡到后面輥輪的方法--將過渡箍向后面推壓,讓過渡箍順膠輥旋轉到上面直到全部退出。準備臺架;若采用骨架直接滾進輥輪內檔(小型鋼筋籠),骨架制作臺架高度與設備同高。機器上骨架制作過程;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩輥輪上,將一根主筋抬放于輥輪長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節(jié)主、箍筋,低速轉動膠輥,抬二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現(xiàn)偏重,駐馬店鋼筋籠繞筋機可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,后補齊焊完全部主筋。

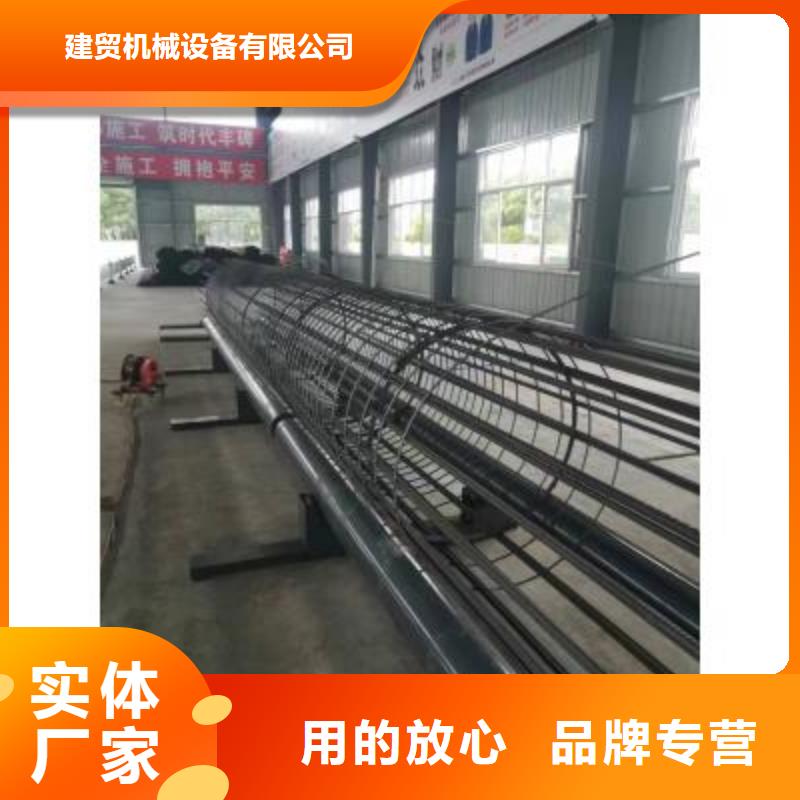
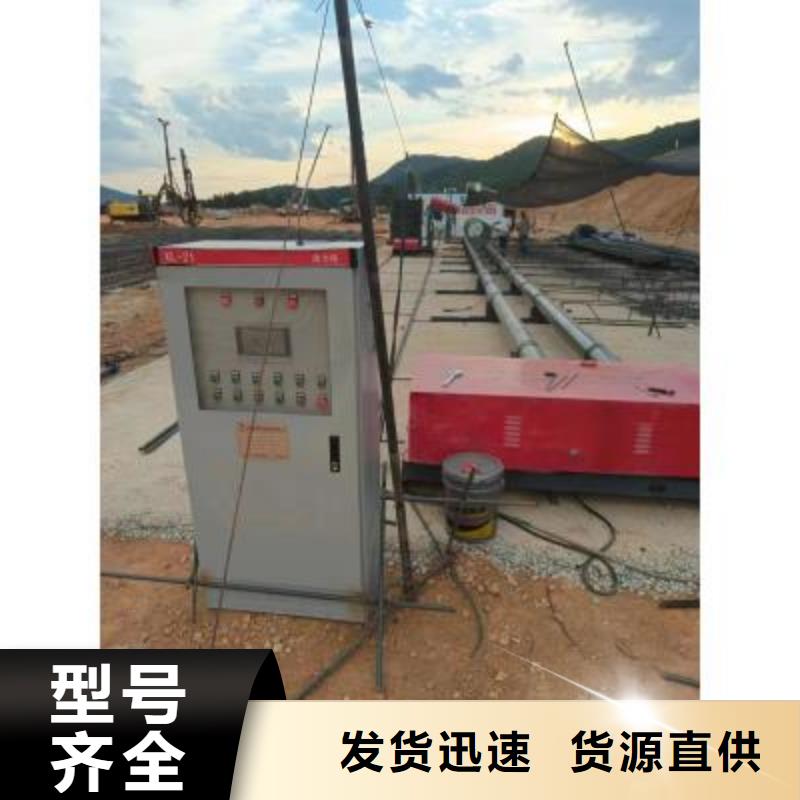
產品簡介:駐馬店鋼筋籠繞筋機,是集盤條原料放線、鋼筋矯直、繞筋成型、滾焊成型功能有機組合于一體,采用數(shù)字自動化程序,生產加工鋼筋籠的專用設備。廣泛應用于建筑,鐵路,高速公路,橋梁等基礎工程設施。優(yōu)勢: 1.PLC變頻控制2.繞筋間距.速度無極可調3.本機參數(shù)有自動存儲功能4.可遠距離遙控使用,遠達50米內控制 方便使用與維護:1、首先檢查電路是否正確接入并接地 ,是否安裝漏電保護裝置。該設備采用380V 50Hz的三相交流電源。接通電源,按啟動開關,先點動,再試運轉3-5分鐘,檢查輥輪運轉有無異常并及時排除。2、定期檢查各部位連接處的螺栓、皮帶、鏈條有無松動,排查各潤滑點,其潤滑油脂是否足夠,及時給軸承、鏈條涂抹黃油,使其充分潤滑。減速機加注40#-50#機械油,每工作3000小時,及時清洗換油一次,加注新油不超過1.5kg。3、制作骨架時,不要將剛焊接的部位停留在橡膠上,以保障膠輥外觀質量。4、每次開機前,查看有無障礙物與險情,排除后進行繞筋工作。5、使用過程中,隨時注意觀察機器運轉情況,如發(fā)現(xiàn)異常,應立即停機檢查,待故障排除后,方可繼續(xù)工作。6、工作完畢清理場地,將機器擦拭干凈,在運動件上涂上潤滑油。7、及時進行維修、維護保養(yǎng)、更換易塤件。
 建貿機械設備有限公司
銷售鋼筋籠繞筋機使用說明_品牌廠家
建貿機械設備有限公司
銷售鋼筋籠繞筋機使用說明_品牌廠家
用其他方式制作骨架時,考慮骨架存放區(qū)布置,更可以采用骨架模具生產骨架。人工生產骨架要注意整體布局,合理安排場地,骨架制作、骨架存放與轉運,各工序之間盡可能互不干擾,過程流暢,盡可能實現(xiàn)流水線生產方式。小車部分;車架、圓盤、放線器、軌道、行走輪、電機等組成。圓盤用于纏繞筋存放,繞筋通過放線器連接于骨架,骨架旋轉、小車直行,纏繞筋拉動圓盤自行轉動。調速;按繞筋間距要求的10倍在車輪下方做記號,數(shù)鋼筋籠轉10圈整,測量小車行走距離,變頻調速接近該數(shù)值為宜,并記住變頻調定值備用。也可直接在鋼筋籠上測量與調整要求的間距值。在主機速度確認不變后,根據(jù)變頻器初始參數(shù)0-50均分并計算,可以快時間調到所需數(shù)值。確認的一個或幾個數(shù)值記錄備用。場地足夠時可以不用小車上的圓盤,在***距離上將盤圓材料后倒臥放,駐馬店鋼筋籠繞筋機纏繞筋直接通過放線器進行繞筋工作,也可以用調直機配合使用。