
想要一睹聲測管價格產品的風采嗎?別猶豫,我們的視頻將帶您領略產品的每一個精彩瞬間,從細節中感受品質,從畫面中捕捉魅力。
以下是:聲測管價格的圖文介紹


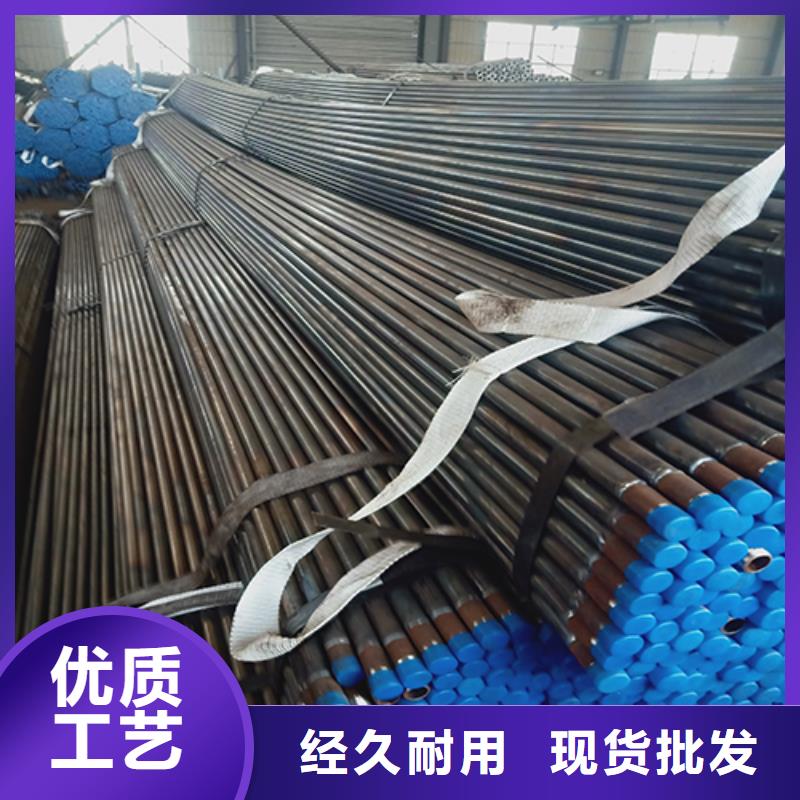
聲測管外觀與材質質量要求外觀質量1 聲測管應為實用性筆直,彎曲度不大于 1.5mm/m。2 聲測管的橢圓度應不大于外徑允許公差的 50%。3 聲測管兩端截面應與其軸線垂直,并應無毛刺。4 聲測管不允許有裂縫、江蘇無錫結疤、江蘇無錫折疊、江蘇無錫分層、江蘇無錫搭焊缺陷存在。允許有不大于壁厚負偏差的劃道、江蘇無錫刮傷、江蘇無錫焊縫錯位、江蘇無錫燒傷、江蘇無錫薄的氧化鐵皮以及打磨與外毛刺的痕跡存在,內毛刺不大于 mm。5 管間應平行不彎斜,管內應暢通無異物。6 管兩端應封口處理,插入端標志線清晰;鉗壓式接口的承插口端 U 形槽內應有 O 形橡膠圈;底管焊有鐵蓋。 聲測管材料質量1 薄壁聲測管的材質應有足夠的剛度,在灌注混凝土的過程中不應因受力而彎曲、江蘇無錫變形、江蘇無錫脫開;且與混凝土粘結良好,不應在聲測管和混凝土間產生縫隙(即包裹不住) 。選用 GB 699 中的 08F、江蘇無錫08、江蘇無錫10F、江蘇無錫10、江蘇無錫15F、江蘇無錫15、江蘇無錫20 鋼和 GB 700中 Q195 及 Q215、江蘇無錫Q235 等級為 A、江蘇無錫B 的鋼(沸騰鋼、江蘇無錫半鎮靜鋼、江蘇無錫鎮靜鋼) 。2 鋼管的化學成分允許偏差應符合 GB 222 的規定。3 當聲測管采用其它材料制作時,其力學性質不應低于表 3 中的規定。4 薄壁聲測管使用的材料應經權威機構檢驗合格并有合格。



日升昌鋼管聲測管廠家科技先進、文明、勇于創新、服務社群、信譽至上、精益求精為經營方針,熱忱歡迎社會各界新老用戶選用我公司的 江蘇無錫樁尖廠家產品。 我們以優良的品質,崇高的信譽和無微不至的服務贏得眾多贊譽。今天,我們繼續秉承這一優良傳統,并不斷發揚光大。在未來的歲月里,我們將以誠懇的態度接受各界友人和廣大客戶提出的寶貴建議,以感謝萬千的熱情,衷心感謝社會各界給予的支持和厚愛。


聲測管公司經濟庫存管理工作取得新進展。其中,合金庫存降低2000噸,減少資金占用0.31億元,成品、江蘇無錫本地半成品庫存降低7.13萬噸,減少資金占用2.64億元。與此同時,取得了物料周轉流程更加合理,管理水平大幅的長遠效果。“恰到好處、江蘇無錫本地細水長流、江蘇無錫本地平衡市場、江蘇無錫本地少占資金”是聲測管公司制造部管理人員給經濟庫存管理工作總結的十六字方針。而平衡好庫存效果的二重性,則是實現這十六字方針的核心工作。為了實現這個目標,制造部會同基層廠礦精準把控生產節奏和物資消耗數據,設計出貼近實際的預測模型,確保聲測管公司庫存管理工作既獲得規模效益,保持對庫存物資市場價格波動的緩沖和調節作用,有效降低采購成本,又堅決避免因庫存管理不當形成大量流動資金沉淀,降低流動資金周轉率的情況發生。在具體工作中,他們深挖導致庫存管理不到位的各項問題,把計劃不周、江蘇無錫本地采購不力、江蘇無錫本地生產不均衡、江蘇無錫本地產品質量不穩定等問題納入考核,使聲測管公司物資采購始終保持在補貨時機和補貨批量,庫存系統始終保持運轉效率和運行成本的狀態,做到“恰到好處、江蘇無錫本地細水長流”。聲測管公司制造部管理人員告訴,“傳統管理模式下,企業往往是為了維持庫存而進行采購,庫存管理好比建‘水庫’,而今天聲測管公司的經濟庫存管理工作,將通過更加先進的信息化管理制度,把‘水庫’變成一條流動的河流。”聲測管公司領導在生產例會、江蘇無錫本地早調度會、江蘇無錫本地日常管理調研中反復強調經濟庫存管理對聲測管公司發展的戰略意義,制造部和基層廠礦把經濟庫存的管理理念貫徹落實到每一個生產決策的制訂和執行過程中。多措并舉、江蘇無錫本地上下聯動,使聲測管公司經濟庫存管理水平在短時間內取得長足進步。在具體管理過程中,管理部門首先對庫存的性質進行精準分類,保證基本庫存和庫存,把控季節性庫存和市場投機庫存,堅決處理沉淀庫存和積壓庫存。同時,嚴格控制因營銷管理問題、江蘇無錫本地生產管理問題、江蘇無錫本地物料供應問題造成失誤性庫存增量。盡努力做到市場預測科學,訂單管理精準,生產流程順暢,工序質量均衡,供應商產能穩定。而在經濟庫存管理工作的考核過程中,在考察庫存批量和占用資金的同時,還精準考核庫存周轉率、江蘇無錫本地產品和訂單滿足率,以及庫存平均周轉時間等一系列評價指標,使聲測管公司經濟庫存管理水平從多個角度得到反饋,從而奠定持續改進的基礎。



接觸焊是以一對銅電極與被焊接的鋼管兩邊部相接觸,感應電流穿透性好,高頻電流的兩個效應因銅電極與鋼板直接接觸而得到**利用,所以接觸焊的焊接效率較高而功率消耗較低,在高速低精度管材生產中得到廣泛應用,在生產特別厚的鋼管時一般也都需要采用接觸焊。聲測管機組焊接的兩種方式:接觸焊和感應焊。但是接觸焊時有兩個缺點:一是銅電極與鋼板接觸,磨損很快;二是由于鋼板表面平整度和邊緣直線度的影響,接觸焊的電流穩定性較差,焊縫內外毛刺較高,在焊接高精度和薄壁管時一般不采用。感應焊是以一匝或多匝的感應圈套在被焊的鋼管外,多匝的效果好于單匝,但是多匝感應圈制作安裝較為困難。感應圈與鋼管表面間距小時效率較高,但容易造成感應圈與管材之間的放電,一般要保持感應圈離鋼管表面有5~8 mm的空隙為宜。采用感應焊時,由于感應圈不與鋼板接觸,所以不存在磨損,其感應電流較為穩定,保證了焊接時的穩定性,焊接時鋼管的表面質量好,焊縫平整,在生產如API等高精度管子時,基本上都采用感應焊的形式。焊管機組調試及日常維護注意事項一般來說,焊管機組的制定一定要符合操作規程,操作員在機組運行過程中一定不能和模具進行接觸,還要注意把手放在出管方向,避免操作不當對自己的和造成影響。另外焊管機組操作人在操作前要注意檢查機組各潤滑點是否潤滑到位,否則就要注意加用一些潤滑油,確保機組能夠正常運行和工作。焊管機組使用過程中要注意采用一些耐高溫的合成復合鋁基潤滑脂,這樣可以避免焊管機組受到損壞
