




鋼板-【噴漆無縫管】優良工藝的詳細視頻已經上傳,從產品的外觀到內在,從功能到性能,視頻將為您呈現一個真實、的產品形象。
以下是:鋼板-【噴漆無縫管】優良工藝的圖文介紹


(4)預熱和焊后熱處理
①預熱。因該鋼在室溫下的韌性很低,很容易在接頭處產生裂紋。因此。采用同質焊接材料剛性較大的構件需進行預熱,但溫度不宜過高,取既能防止過熱脆化,又能防止裂紋的 預熱溫度,一般為150~230℃。母材含鉻量越高,板厚拘束度應力越大,預熱溫度也需適當提高。
②焊后熱處理。對要求有耐蝕性的焊接結構,為使其接頭組織均勻,提高塑性、韌性和耐蝕性,焊后一般需進行熱處理。其溫度在750~850℃之間,熱處理中應快速通過370~540℃區間,應防475℃脆化,對于σ相析出脆化傾向大的鋼種,應避免在550~820℃長期加熱。
奧氏體焊接材料焊接時,可不進行預熱和焊后熱處理。為提高塑性,Cr25Ti、Cr28和Cr28Ti鋼焊后也可進行熱處理。
①預熱。因該鋼在室溫下的韌性很低,很容易在接頭處產生裂紋。因此。采用同質焊接材料剛性較大的構件需進行預熱,但溫度不宜過高,取既能防止過熱脆化,又能防止裂紋的 預熱溫度,一般為150~230℃。母材含鉻量越高,板厚拘束度應力越大,預熱溫度也需適當提高。
②焊后熱處理。對要求有耐蝕性的焊接結構,為使其接頭組織均勻,提高塑性、韌性和耐蝕性,焊后一般需進行熱處理。其溫度在750~850℃之間,熱處理中應快速通過370~540℃區間,應防475℃脆化,對于σ相析出脆化傾向大的鋼種,應避免在550~820℃長期加熱。
奧氏體焊接材料焊接時,可不進行預熱和焊后熱處理。為提高塑性,Cr25Ti、Cr28和Cr28Ti鋼焊后也可進行熱處理。



鑫銘萬通商貿有限公司是經河南漯河工商局批準成立的專業從事 河南漯河石油裂化管生產和銷售的大型廠家。面對 河南漯河石油裂化管市場日益激烈的競爭,公司員工將一起創造、接受挑戰,在誠信、敬業、奉獻的精神指導下,將公司推上一個更高的層次!


為了保證高硬度雙金屬復合耐磨鋼板原有的綜合性能,應對基層、過渡層和復層分別進行焊接。高硬度雙金屬復合耐磨鋼板焊接時,應注意以下幾點:
(1)嚴格按照圖樣、焊接工藝和有關標準施焊。
(2)遵循先焊接基層,再焊接過渡層, 焊接復層的焊接順序。
(3)基層的焊接,應嚴防基層焊縫熔化到不銹鋼的過渡層甚至復層焊縫,以免少量高鉻、高鎳的高硬度雙金屬復合耐磨鋼板成分稀釋到碳素鋼焊縫中形成馬氏體組織而發生硬化。在不銹鋼一側的基層焊縫盡量采用無飛濺的焊接方法(例如埋弧焊、非熔化極氬弧焊等),因為碳素鋼的飛濺會在復層表面造成銹蝕。



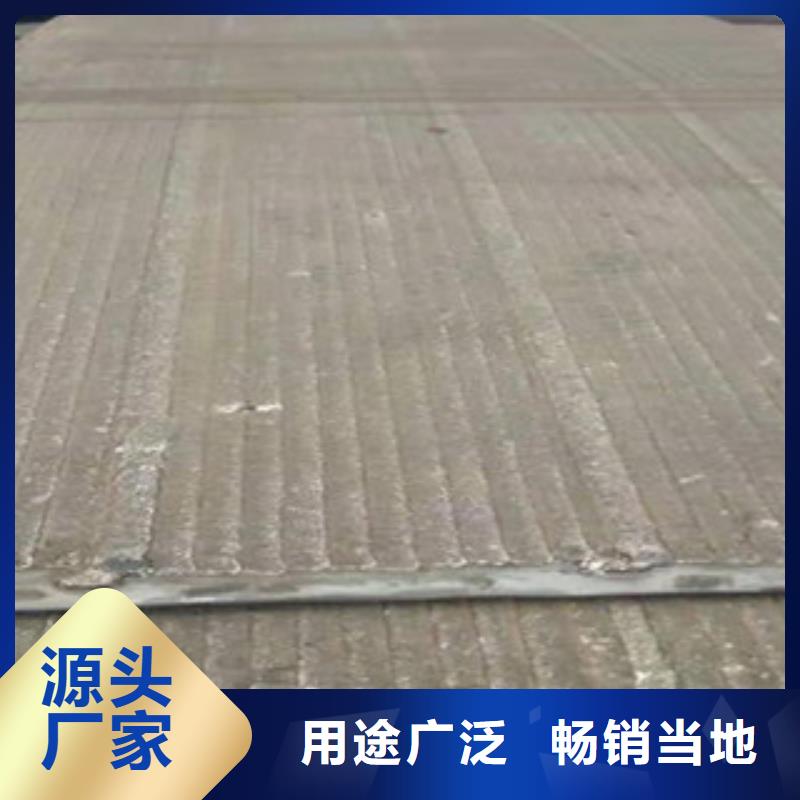
2、高抗沖擊性能比:由于母材采用Q235A軟鋼基板,表面采用了碳化鉻多元素耐磨堆焊復合超硬材料。充分體現了復合材料既有超常耐磨性又有抗沖擊韌性的雙重優點。這是鑄態耐磨材料所不及的。(傳統鑄件抗沖擊性較差,較脆易斷裂)
3、方便加工性能比:維修工可以任意的按現場尺寸下料成型(等離子切割),很方便的把耐磨鋼板拼焊在磨損機件表面(碳鋼面),也可以加工成沉孔用螺栓連接在構件上。也可以向內冷彎曲成型如:耐磨管道、除塵彎頭、各種異型天圓地方等板材構件。(鑄件耐磨板是不可以用焊接方法裝配的,鑄鋼也難鑄出大面積耐磨板材,另外傳統鑄件都很笨重,因為防止變形都設計有加強筋)
