
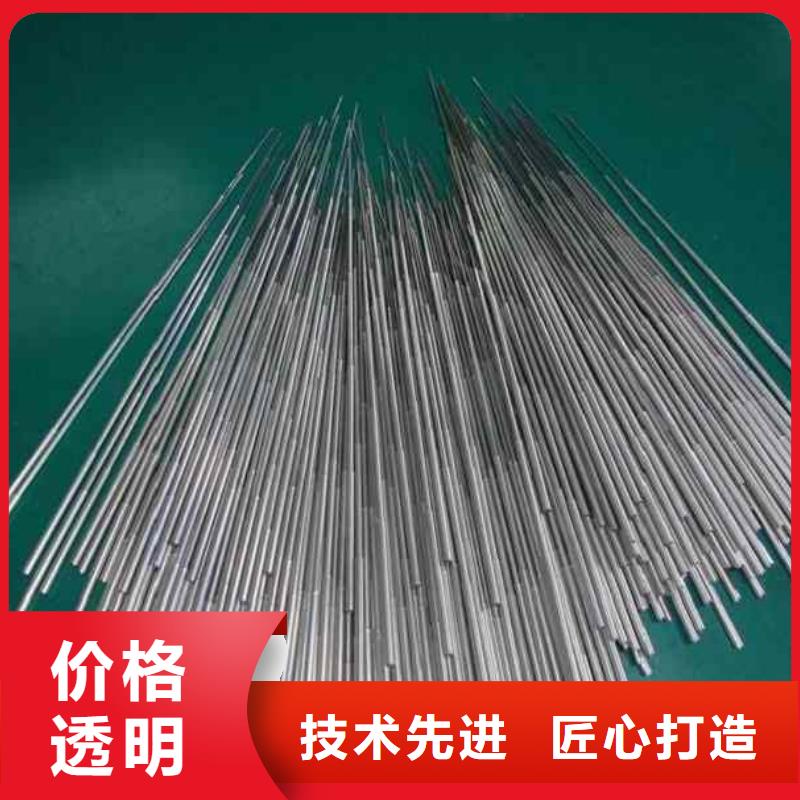


小口徑20#漯河精密管生產流程:管坯通過自動軋管機上繼續軋制后經均整機均整壁厚,經定徑機定徑,達到規格要求…。 通常在二輥式軋機上進行,小口徑20#漯河精密管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制,冷拔通常在單鏈式或雙鏈式冷拔機上進行擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出,此法可生產直徑較小的小口徑漯河精密管。冷拔光亮20cr漯河精密管是一種通過冷拔或熱軋處理后的一種高精密的鋼管材料。由于漯河精密管內外壁無氧化層,承受高壓無泄漏,高精度,高光潔度。
<漯河>大金鋼管制造有限公司
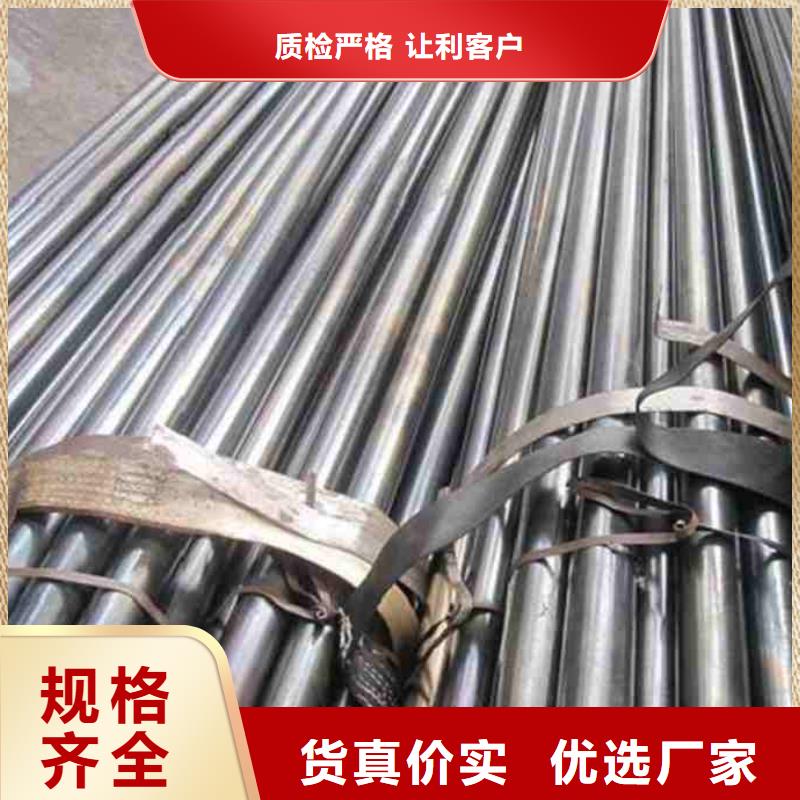
漯河精密管從規定的模孔中擠出而得到有同形狀和尺寸的成品的加工方法,多用于生產有色金屬漯河精密鋼管 鋼材。軋制:將鋼材金屬坯料通過一對旋轉軋輥的間隙(各種形狀)因受軋輥的壓縮使材料截面減小 ,長度增加的壓力加工方法。拉撥鋼材:將已經軋制的金屬坯料(型、管、制品等)通過模孔拉撥成 截面減小長度增加的加工方法大多用作冷加工。將帶鋼送入 12cr5moi合金鋼管機組,經多道軋輥 滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在 1~3mm并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不 良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊 縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。12cr5moi合金鋼管焊接溫度主要受高頻渦流熱 功率的影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比; 而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π(CL1/2]...式 中:f-激勵頻率(HzC-激勵回路中的電容(F電容=電量/電壓;L-激勵回路中的電感,電感=磁通量/ 電流?當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,12cr5moi合金鋼管組織仍然保持固 態,形成未熔合或未焊透;當輸入熱時不足時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴 ,使焊縫形成熔洞。

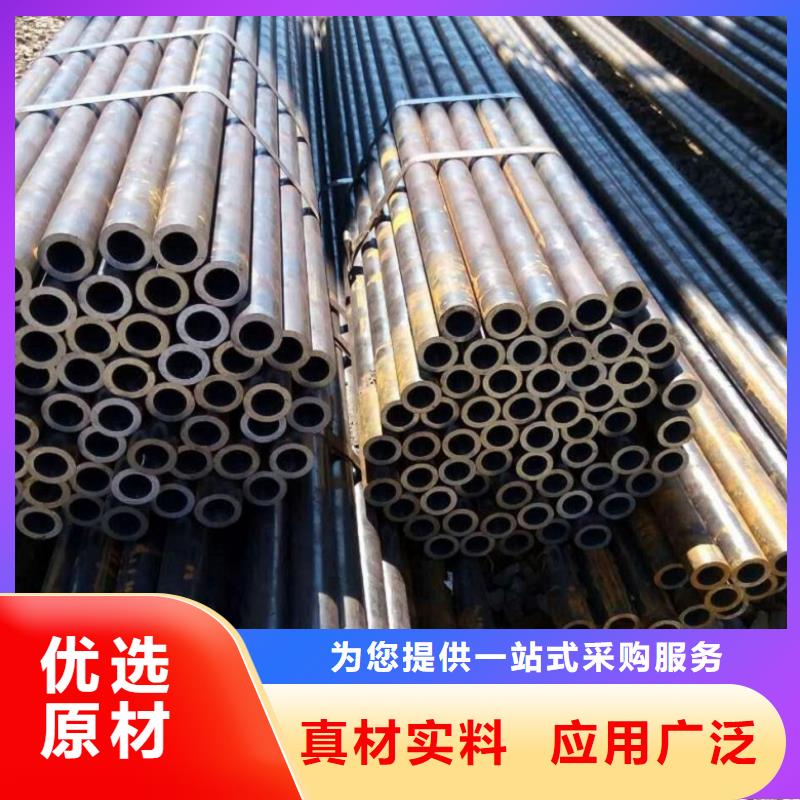
如果選擇了普通的鋼管,那么你所訂購的鋼管,與你所收到的鋼管,型號方面會出現很大的誤差。甚至在一條鋼管上的不同部分,內徑或者是壁厚,都會出現很大的差距。這樣的管道,在使用的過程中,肯定會帶來很多的問題。但是漯河精密管不同,這種鋼管對于管道,任何部分的標準,都有非常嚴格的要求。雖然漯河精密鋼管,同樣也是無法,管道每個方面的尺寸,都完全符合這個標準。但是漯河精密鋼管,卻是可以將誤差,控制在一個,非常小的范圍以內。在一般情況下,這個誤差都不會,超過兩個標準的單位,這對于大多數行業來說,就已經足夠了

