

聯系我們

鋼板【合金鋼板】多種規格可選
更新時間:2025-03-06 23:35:04 瀏覽次數:4 公司名稱:聊城 聚賢豐匯金屬材料有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議/噸 |
| 發貨期限 | 當天 |
| 供貨總量 | 1000 |
| 運費說明 | 電議 |
| 品牌 | 寶鋼、舞鋼、南鋼、武鋼、攀鋼 |
| 化學成分分類 | 合金鋼板、耐磨鋼板、船板、容器板、高強板 |
| 加工工藝 | 切割下料、打孔、折彎、卷管加工、調質 |
| 執行標準 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用規格 | 厚6-900mm,寬1500-3880mm,長6000-188000 |
| 性能 | 抗高溫、高壓、低溫,耐腐蝕 |
| 軋制 | 熱軋、冷軋 |






35CrMNSi鋼板切割-鋼板加工地區實力廠家
本周廣州市場 熱卷價格 震蕩上行,需求表現一般。目前主導鋼廠4.75mm以上普卷價格在5900-5920元/噸,低合金卷價格在6060-6080元/噸之間,整周廣州 熱卷價格 較上周上漲100元/噸。市場方面,本周在期貨震蕩上行的帶動下,市場心態有所好轉,雖下游需求并為明顯改善,但疊加后續限產等帶來的影響,多數商戶出貨也相對謹慎。資源方面,伴隨著去庫存速度緩慢及新資源陸續到達,目前市場庫存進一步增加,據同口徑統計,現市場熱卷現貨庫存為78.35萬噸,較上周增加5.9萬噸左右。綜合來看,雖部分鋼廠已啟動限產,但暫時對于本區域熱卷影響不大,且在庫存累積及下游需求不佳的情況下,預計下周本地 熱卷價格 或將維持震蕩盤整。
35CrMNSi鋼板切割-鋼板加工地區實力廠家
華北市場方面:本周京津冀地區熱軋板卷市場價格受供應端產量減少,本周價格波動較大,截止發稿前本周價格較上周增長明顯。其中天津地區熱卷較上周上漲170元/噸,北京地區 熱卷價格 較上周上漲170元/噸,唐山地區 熱卷價格 較上周上漲150元/噸,邯鄲地區 熱卷價格 較上周上漲120元/噸,石家莊 熱卷價格 較上周上漲160元/噸。從月環比來看,京津冀 熱卷價格 較上月上漲530-610元/噸,從年同比來來看,京津冀地區 熱卷價格 較去年同期高2050-2170元/噸。市場方面,本周出口退稅取消政策落地一事仍在發酵,總體好于預期,市場看多情緒偏強,反饋到現貨價格上也較有支撐,導致本周價格上漲。庫存方面,其中邯鄲地區熱卷庫存較上周增加1.39萬噸,唐山地區熱卷庫存較上周減少0.1萬噸,北京熱卷庫存較上周持平,天津熱卷庫存較上周增加0.21萬噸,石家莊熱卷庫存較上周減少0.2萬噸。鋼廠方面,統計的京津冀地區16家熱軋板卷樣本鋼廠24條產線中,本周18條產線處于生產狀態。京津冀地區鋼廠整體開工率為75.00%,實際周產量為112.87萬噸,產能利用率78.39%,實際周產量與產能利用率較上周減少。廠內庫存34.3萬噸,較上周環比減少3.5萬噸。總體來看,預計下周 熱卷價格 或仍有小幅上漲空間。
中板:回顧本周國內中厚板市場,整體呈現大幅拉漲的走勢,短期來看主要關注以下幾個因素:1:供應層面看,上周受河南暴雨影響,鋼廠開工率與產能利用率小幅走低,預計會盡快復產,后期鋼廠開工率與產能利用率或小幅;2:流通環節看,本周期貨價格大幅拉漲,期現差進一步擴張,部分金融機構大量收貨,市場售價被動抬高,若后期金融機構獲利離場,市場價格或有回落風險;3:需求方面,目前市場終端采購積極性不高,隨著市場價格拉漲,開始小批量拿貨,整體需求放量十分有限。綜合預計,下周中厚板價格或沖高回落運行。
35CrMNSi鋼板切割-鋼板加工地區實力廠家
冷軋:本周全國冷軋價格呈震蕩上行,市場成交一般。基本面看,冷軋產量周環比下降明顯,廠庫加社庫持續下降。政策方面,7月29日財政部發布在8月1日正式實行取消部分冷軋鍍鋅的出口退稅政策,短期出口減量預期明顯。冷熱價差方面:熱軋原料價格受到電子盤面強勢帶動,價格漲幅相對大于冷軋,冷熱價差出現收窄,目前價差約為450元/噸,因此,這對冷軋價格有較強的成本支撐。市場方面,由于目前處于下游需求淡季,市場整體成交一般,商家操作以出貨為主,實際成交略有優惠。市場大戶受庫存壓力和資金壓力的影響,低價出貨意愿較強,其成交量尚可。中小散戶訂貨成本較高,對后市相對看好,整體挺價意愿較強。就下周而言,首先熱軋比較強勢,成本支撐較強。市場心態都較為樂觀,對后市相對看好,這對價格形成一定的支撐。但下游制造業需求依然處于不溫不火的狀態,下游需求回升仍然需要時間。綜上所述,預計下周國內冷軋價格震蕩趨強運行。
型鋼:本周市場受資源供應縮減預期影響,價格表現大幅上漲。主要本周在期貨與鋼坯雙重上漲引導下,現貨市場心態受到提振。與此同時,主流型鋼生產企業在8月份均有減產及限產預期,資源供應進一步縮減,現貨成本與資源支持雙向走強。目前來看全國主流城市工角槽全國均價較上周上漲100-110元/噸,H型鋼全國均價較上周上漲120-130元/噸。
對于下周:1、目前從盈利狀態來說,雖然本周現貨價格持續上漲,但相較于其他品種而言,近兩周總體漲幅相對處于保守狀態,加之近期鋼企上調價格幅度有限,因此目前來說長短流程企業利潤依舊有向上調整空間。加之8月份減產情況已成定局,后續鋼廠售價及指導價格將穩步向上調整,現貨成本隨之抬升。2、另一方面,近期鋼企庫存及社會整體庫存資源量均有減少,即便后續鋼廠減量預期不足,現貨市場整體庫存資源壓力也相對較小,加之成本方面的使得現貨資源處于易漲難跌的局面。3、針對需求方面來說,近幾周現貨市場成交表現相對零散,在需求淡季及多雨水情況的影響下,現貨盤面的價格上漲始終受到成交的抑制。而在面對需求有限的形勢下,代理商漲價節奏也圍繞成交及庫存調整,避免盲目的大幅跟漲導致的結算成本驟增情況。綜合預計,下周國內型鋼市場或震蕩趨強運行。



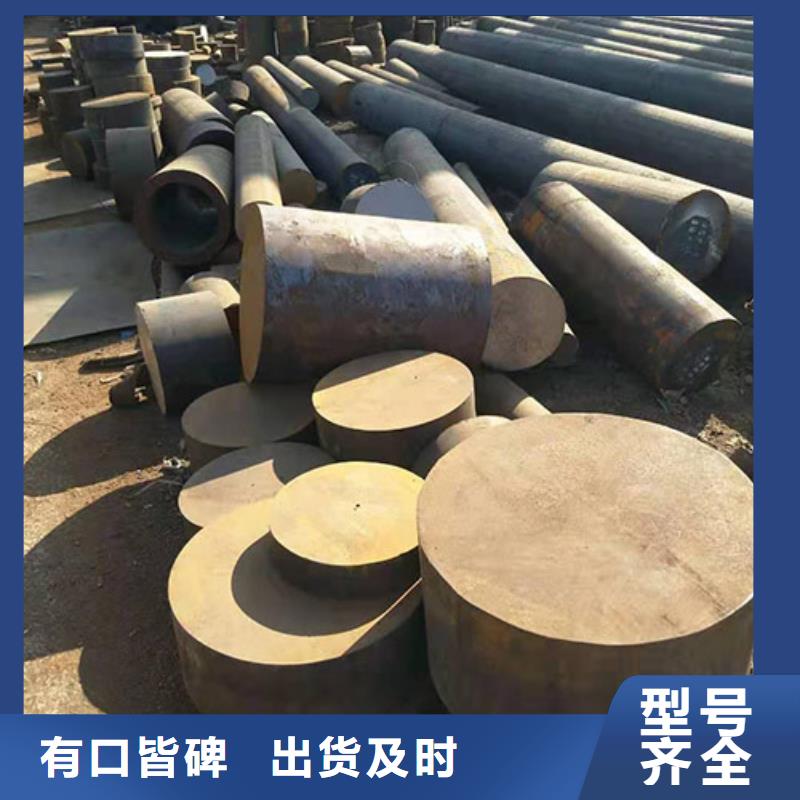
聚賢豐匯金屬材料有限公司是專業研發、生產、銷售量【河南濮陽20Cr圓鋼】產品的企業之一,廠家位于天津市武清區北方世紀鋼材城,廠家自創立以來,始終秉持專業、專注、專一的經營理念,全力開發滿足各領域需求的高品質【河南濮陽20Cr圓鋼】產品,在國內【河南濮陽20Cr圓鋼】產品領域擁有很高的聲譽。




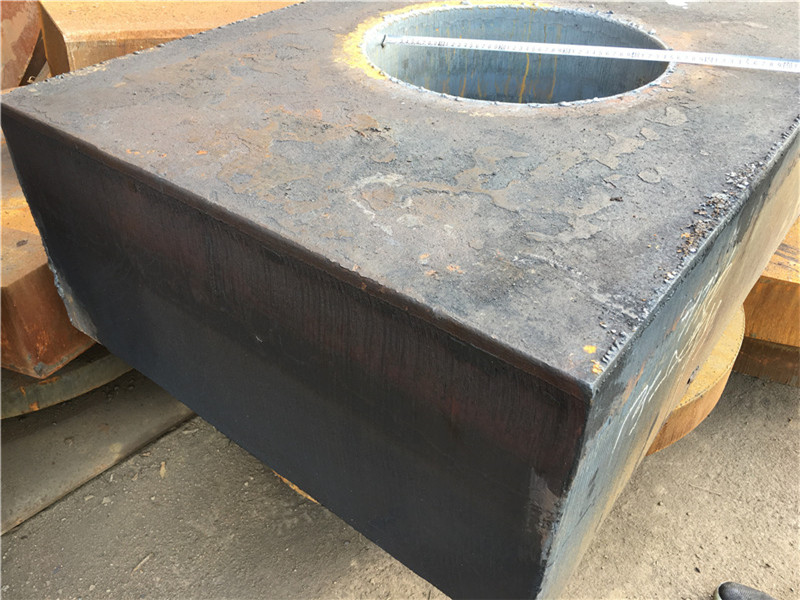
45#特厚鋼板切割方塊與圓餅價格一樣嗎?那么問題來了,鋼板切割是按方算還是按圓算?
在對特厚鋼板進行下料的時候,具體的價格受到很多因素的影響,正確的做好各個方面的了解,并且對價格的情況進一步的認識,然后才能夠知道一些具體的情況,今后在選擇的時候會有一些依據,對于我們大家來說也都很重要,因此必須要提前來做好相應的考量。
下料方法不一樣
特厚鋼板下料的過程中有多種不同的方法,每一種方法在價格上都會存在著差別。下料之前,正確的了解各種不同的方法,并且對每種方式的優勢和不足有所關注,同樣也應該了解具體的價格,把這些事情都認識清楚,接下來再進行對比,從一個綜合的角度找到更適合的。
材料的數量有差異
當我們進行特厚鋼板下料的時候,價格還會受到數量的影響。一次性下料的數量比較多,價格就會比較便宜。不同的廠家,在下料的過程中,價格上都會存在著一些差異,能夠正確的做好對數量方面的了解,并且做好對價格的認識,找到一個價格更合理的地方。
在進行特厚鋼板下料的過程中,人們對價格的關注,需要真正考慮到具體的下料方法,同樣也要知道材料數量的差異,并且對不同廠家進行考察。在面對選擇的時候,不要隨意的作出決定,而是應該做好各方面的規劃,考慮到自身的需求,在認識廠家能夠提供的服務,把這兩個方面綜合的考慮更清楚。
45#鋼板零割價格使得鋼板切割縫有水滲出的究竟是什么原因
45#鋼板切割過程中,一般都會采用鋼板零割價格的方式,但是操作人員發現,鋼板的切割縫出有水滲出來,
這是什么原因造成的呢?這其實還是要從鋼板零割價格工藝的原理開始說起。
鋼板零割價格就是通過對鋼板進行加熱,當其達到液態時就可以使得鋼板出現切口,在這過程中,
加熱的火焰是由乙炔燃燒產生的。這樣的燃燒過程其實也是一種氧化過程,所以會有大量的熱量出現,終的結果是生產水汽。
數控等離子零割機是鋼板零割加工中常用的設備之一,它因為、的零割效果受到了用戶的青睞,但是這種設備在操作的時候 的問題就是帶來的污染,這也是限制數控等離子零割機受到大范圍推廣的主要原因。那這些污染是什么呢?有沒有辦法可以呢?
數控等離子零割機在進行鋼板零割的時候,帶來的污染主要來源于電弧光的輻射、煙塵顆粒、電磁場、噪音等等,這些污染都有可能對人體或設備造成傷害,所以采取相關保護措施是必要的,針對電弧光帶引起的輻射,操作者要做好防護,帶上面罩、手套等工具,如果能采用水下零割就更好了。
數控等離子零割機零割中產生的金屬煙塵顆粒也是一大傷害,所以這樣的零割作業 在開闊的場地進行,而且還要配置通風設備和除塵凈化設備。屏蔽護罩的設置以及縮短零割時間,都是為了能避免電磁場帶來的影響。
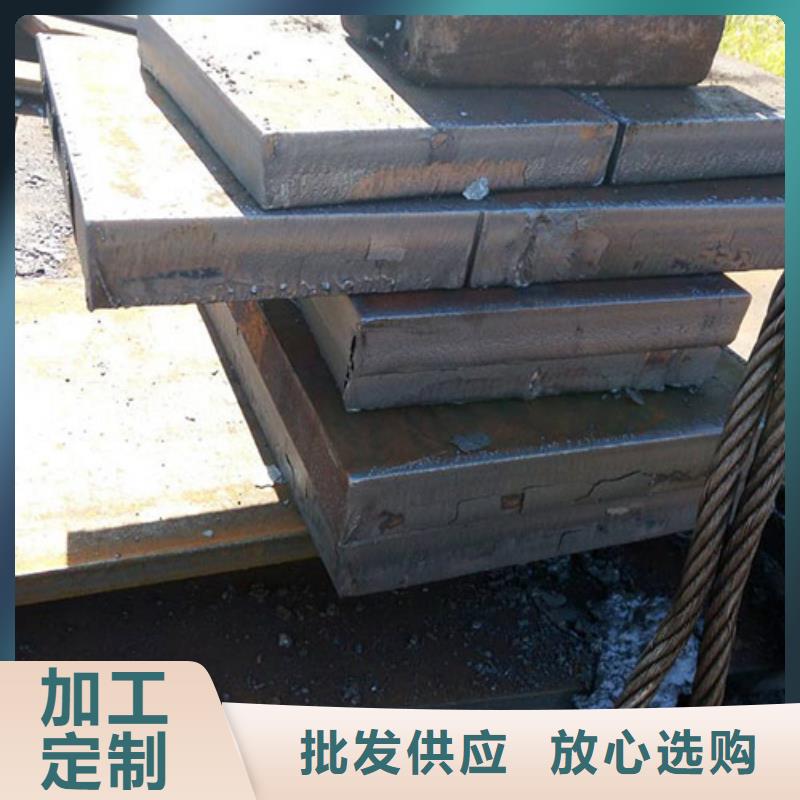
45#特厚鋼板切割方塊與圓餅價格一樣嗎?那么問題來了,鋼板切割是按方算還是按圓算?



12Cr1MOVg鋼板下料等離子切割精度果好
等離子激光切割是一種脈沖激光在不銹鋼表面形成1米孔的過程。由于激光切割精度很高,可以達到±0.02mm,所以在日常鉆孔中沒有問題。激光切割不僅可以打孔,而且與其他許多鉆孔方法相比具有非常明顯的優勢,鉆孔精度高,效果好,成本低。下面我們就詳細了解激光切割孔的優點。
等離子打孔技術是早大規模應用于實際生產的激光加工技術。而電子束打孔、超聲波打孔、電化學打孔、射流打孔、比電火花打孔、沖孔機械打孔等方法,激光打孔技術明顯表現出通用性強、效率高、成本低、效果好的優良特性。平均精度為±0.02m m,表面粗糙度ra約為1.6mum,若采用數控激光鉆孔,孔精度可達5米,精度優良。在鈑金加工中,用于打孔的激光是功率密度為104~105kw/cm~2的脈沖激光,作用時間僅為0.01~1μon,可加工直徑為1μon的孔。等離子切割技術不僅可以精準地從表面不同角度打孔,還可以為薄壁材料、復合材料、脆性材料、粘性材料等不同性能材料的工件鉆深孔和小孔。
利用激光技術在鈑金件上打孔時,孔徑大小主要取決于激光聚焦光斑的大小。通常,固體激光打孔的較大孔深可以通過激光功率密度和金屬板件的熱系數來計算。并非所有工件都適合激光鉆孔。對于激光反射能力強、導熱性好、熔點高、蒸汽壓低的零件,激光打孔的利用率很低,激光打孔的孔徑一般在1 mm~1.524mm之間。當孔徑大于1.524mm時,應采用激光襯套法鉆孔。加工大孔和臺階孔時,不允許激光鉆孔。
12Cr1MOVg鋼板下料等離子切割精度果好
從以上介紹可以看出,激光切割鉆孔具有精度高、成本低、效果好等諸多優點,這些優點與許多其他鉆孔方法相比具有非常大的優勢。當然,如果精度要求不高,孔的密度特別高,不建議使用激光切割孔,因為成本較高。有專業的沖床,可以直接在不銹鋼板上鉆孔,一個孔只要幾分錢,價格很便宜。
等離子切割機切割效率高,各部件更換更為頻繁,作為金屬切割工具,如果使用不規范,很可能會損壞機體,甚至傷害操作人員。接下來給大家介紹等離子鋼板切割的五個使用誤區。
1、穿孔切割,用等離子切割機盡量從邊緣切割,這是對切割噴嘴等易損件的保護。為了幫助它們更持久,在打開工具之前,瞄準工件的邊緣。
2、頻繁起弧。切割材料時不預先計劃切割情況,頻繁調整和起弧會加速噴嘴和電機的損耗。
3、如果噴嘴過載,改善噴嘴電流可以提高切割效率,但過大的電流會損壞機體。噴嘴的電流強度不應達到滿負荷狀態,即工作電流的95%。
4、當切割距離過小或過大時,等離子切割機的切割距離與切割效率呈負相關。距離越小,效率越高。但是,如果割炬太小,會損壞割炬噴嘴,因此有必要合理控制距離。必須注意,切口應盡可能大。
5、穿孔厚度過大,切割機能穿孔的距離是規定的,一般是切割厚度的一半。
除了以上五種常見的等離子切割機誤差外,還有一個非常重要的一點就是要保證切割機各部件的清潔,這些對于清潔污漬會影響等離子切割機的功能。
首先,我們要了解不同的輔助切割氣割速度規格是不一樣的。以空氣等離子弧切割為例,在切割碳鋼板時,以230A切割電流為標準,6mm厚的碳鋼板切割速度可達3300 mm/min,當板厚調整到40 mm時,切割速度限制在500 mm/min至保證切割效果和質量。如果使用其他輔助切割氣體,如純氧切割,切割速度會降低得更多。在相同230A切割電流下,純氧等離子切割厚度為6mm的碳鋼板的切割速度可提高到370mm/min,而厚度為40mm的碳鋼板的切割速度僅為350mm/min。為了調整等離子切割機的速度,首先要控制輔助設備的厚度。
一般來說,等離子鋼板切割作為數控切割設備,工作人員應在保證等離子切割機質量的前提下,應盡量提高切割速度。這樣不僅可以提高生產率,而且可以減少被切割件的變形和被切割焊縫的熱影響區。如果切割速度不合適,效果正好相反,會使渣土增多,切割質量下降。