
更新時間:2025-01-29 08:25:30 瀏覽次數:2 公司名稱:許昌 建貿機械設備有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 16000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 供方 |
| 最小起訂 | 1 |
| 質量等級 | 一 |
| 是否廠家 | 是 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 河南許昌 |
| 產品產地 | 河南許昌 |
| 產品型號 | GB4240 |
| 可售賣地 | 全國 |
| 質保時間 | 一年 |
| 品名 | 鋼筋鋸床 |
| 品牌 | 河南建貿 |
| 技術參數 | GB4240 |
| 最大鋸切能力 | 400*400 |
| 主電機功率 | 3/4kw |
| 工作方式 | 液壓 |
| 機器重量 | 1500kg |



| 產品參數 | |
|---|---|
| 產品價格 | 16000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 供方 |
| 最小起訂 | 1 |
| 質量等級 | 一 |
| 是否廠家 | 是 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 河南許昌 |
| 產品產地 | 河南許昌 |
| 產品型號 | GB4240 |
| 可售賣地 | 全國 |
| 質保時間 | 一年 |
| 品名 | 鋼筋鋸床 |
| 品牌 | 河南建貿 |
| 技術參數 | GB4240 |
| 最大鋸切能力 | 400*400 |
| 主電機功率 | 3/4kw |
| 工作方式 | 液壓 |
| 機器重量 | 1500kg |
帶鋸床主要特點:
◎切削速度液壓控制,無級調速;
◎導向塊結構科學合理,延長鋸條的使用壽命;
◎雙立柱結構,操作平穩;
◎鋸切穩定,精度高;
◎工作夾緊采用液壓夾緊,操作方便。
產品常用名稱:鋸床,帶鋸床,臥式帶鋸床,雙柱式帶鋸床,金屬帶鋸床,GB4230帶鋸床。
產品型號 GB4230
切削范圍(mm) Φ400-400×400
鋸帶規格(mm) 3565×34×1.1
鋸帶線速(m/min) 27、45、69
工作夾緊方式 液壓
主電機功率(kw) 2.2
外型尺寸(mm) 2200*1100*1500
凈重kg 750kg
切削三要素可能存在匹配不合理(線速度、進給壓力、進給速度),所以切削加工時易產生齒部刃口過早磨損后而發生切斜失效。 不排除導向塊表而存在不平整以及夾緊間隙調整不當,從而導致帶鋸條齒尖切削方向相對工作臺為不垂直狀(以工作臺為基面用角尺檢測鋸條張緊后不成垂直狀,簡稱上空或下空),從而形成齒尖、帶體表而切削時受力磨損不勻,引發機用鋸條出現過早切斜失效。只要以為可能是導致毛病的零部件
數控帶鋸床送的材料尺寸不準的原因
數控帶鋸床送的材料尺寸不準原因: 這要看你的帶鋸床是如何送料定位的~是采用伺服送料定位或光柵尺定位或限位開關定位不同的定位方式有不同的問題。采用上述舉例的切削用量是較為合理的
影響帶鋸床鋸削送料的精度的原因: 對帶鋸床來說,根據壓力的變化,液壓油溫度的變化以及電磁閥和繼電器的滯后都影響鋸削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 變普通帶鋸床下料長度時,由于需調整送料長度標尺,操作也比較繁瑣。臥式帶鋸床工業的存在的許多疑問每個工作都有本身的特征
 建貿機械設備有限公司
鶴壁金屬切割鋸床有現貨
建貿機械設備有限公司
鶴壁金屬切割鋸床有現貨
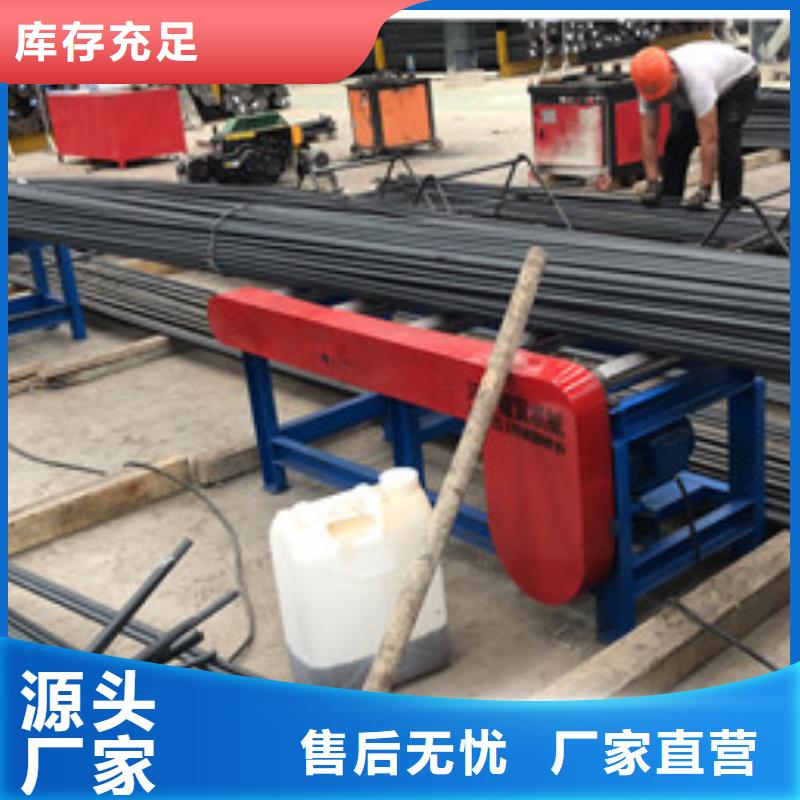
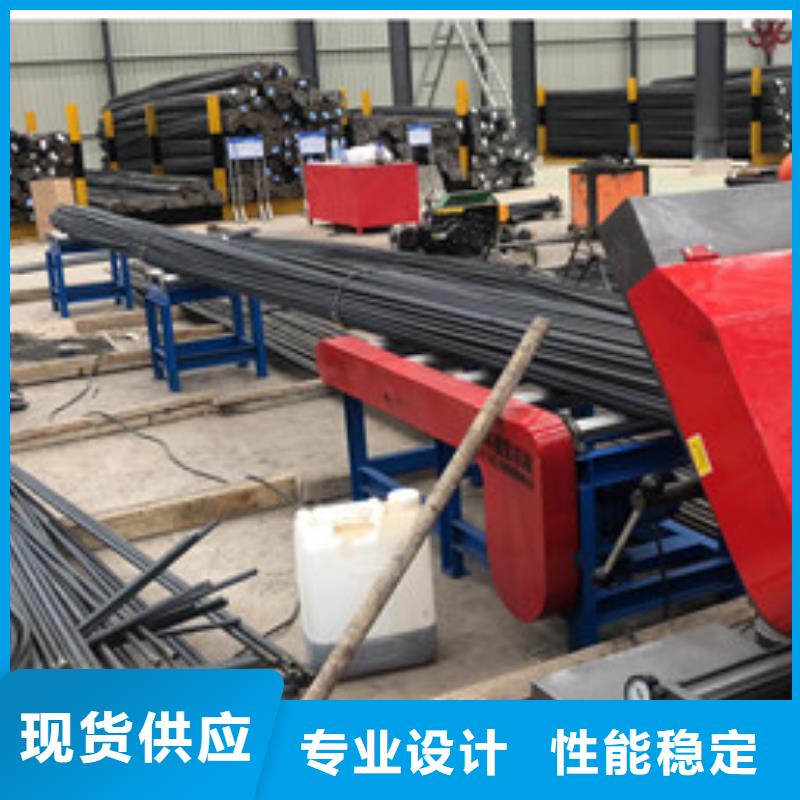
鋼筋帶鋸床外形美觀、結構緊湊、操作簡單,三相、單相電壓可選扣壓到位時油缸自動回位,可采用手動和自動操作。
鋼筋帶鋸床 從以前的角度看來,帶鋸床廠家。鋸切設備就是非常簡單的切斷的工作,但是隨著時代不斷的應用,帶鋸床向著更化、數控化發展,是起點也是契機。
GB4240鋼筋鋸床是根據客戶需求設計專業鋸鋼筋 經濟型鋸床,適用于高鐵 隧道等工地的鋼筋齊頭 鋸斷;工作 采用液壓 ,操作方便;鋸切穩定,精度高;雙立柱結構,操作平穩;導向塊結構合理,延長鋸條的使用壽命。
1.1. 本機床主傳動采用蝸輪箱變速。進給采用液壓傳動工件 采用手動和液壓混合式 具有結構緊湊操作維修方便等特點。
2.2. 該產品是全新設備(包括所有外購的液壓、電氣等元件),具有合理的結構、可靠性、耐久性、穩定性,操作簡便。
3.3. 吸收國內外的先進技術,結合實際使用、設計鋸床的經驗優化設計使其具有較高的技術含量。
4.4. 產品的設計、制造,及配套件的選擇應符合國標工業標準和國際電工標準,計量單位全部采用國際單位制
帶鋸床液壓油的含水率。假設液壓油呈乳白色,氣味沒變,說明混入水分過多。取少數液壓油滴在火熱的鐵板上,若宣布“叭叭”聲,說明富含水分。此刻,應替換新油。液壓油的氧化程度。假設液壓油色彩呈黑褐色并有惡臭味,說明現已氧化。褐色越深,惡臭味越濃,說明氧化的程度越兇猛。此刻,應替換新油。
液壓油中雜質含量。取數滴液壓油放在手上,用手指捻一下,若有較多的金屬顆粒或閃光點(陽光下),證明液壓油富含機械雜質過多。須進行不少于42h以上的沉積,然后將其過濾后運用。當令替換液壓油。停機后,操作作業設備使其置于 方位,封閉發主意,運用液壓油自重,趁液壓油熱的時候放油(容易把機械雜質、油污帶出),然后徹底清潔油箱及管路,參與新油。準確清潔液壓系統。切忌運用火油或柴油作清潔液。清潔時應選竭盡或許大的流量,使管路中液流呈紊流狀況,并結束各個實行元件的動作,以便將污染物從各個泵、閥與液壓缸等元件沖刷出來。清潔結束后,在熱狀況下排掉清潔液,替換新油。
帶鋸床修補有許多不正確的當地,產生了許多修補誤區,增加了許多的修補本錢。修補是康復帶鋸床技能功能,掃除毛病及毛病隱患,延長鋸床運用壽數的有用手法。當時國內帶鋸床在修補中還存在著許多技能問題。這些問題的存在,導致帶鋸床修補質量不高。
帶鋸床在運用進程中不免會呈現電動機過熱的景象,這對電動機的絕緣是很晦氣的。會加快絕緣資料的老化,縮短電動機運用壽命,而且還也許因絕緣體損壞導致各種事端。因此,對帶鋸床電動機過熱毛病的查看、查看和防護,是非常首要的。
一、電壓超越或低于鋸床電動機額定電壓答應值,在額定負載下簡略發熱,溫升增高,三相電源電壓相間不平衡,使電動機額定發熱,呈現這種發熱狀況的處理方法即是調整電壓。

。
系統控制改造伺服系統的閉環位置控制是容易的。普通電磁閥只有“通”,“斷”兩種狀態,并且具有電磁機械滯后。液壓油的溫度及壓力變化影響到送料滑臺的,因此采用傳統的控制理論進行處理困難。為使到達目標位置前關閉送料油缸液給,使送料油缸停止時剛好在目標位置,是問題的關鍵。
對于普通帶鋸床而言,由于壓力的變化,液壓油溫度的變化以及電磁閥和繼電器的滯后都影響鋸削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改變普通帶鋸床下料長度時,由于需送料長度標尺,操作也繁瑣。
鋸條性能的差異,好對鋸條的速度和鋸削速度能實時自動。比如,當鋸條彎曲達到系統的一定閥域值時,系統就速度自適應或關閉進給。這需要在原有普通帶鋸床的基礎作較大的改動,如改變原有的液壓單元,鋸條彎曲器等。在原普通鋸裝配光柵尺進行位置測量,原液壓系統不變。控制系統功能設計,包括料倉,儲料管理檢索,鋸件分類管理,鋸條彎曲,材料壓緊,鋸條速度,鋸削進給速度的自適應控制等。由于鋸削的材料為了能同時不改變原液壓系統的要求,系統了基于普通電磁閥的位置控制模塊


