




如果你想要更深入地了解我們的【型材拉彎】_角鋼常年出售產(chǎn)品,那么請務(wù)必觀看這部視頻。它一定會給你帶來意想不到的驚喜和收獲。
以下是:廣西貴港【型材拉彎】_角鋼常年出售的圖文介紹
宏鉅天成鋼管(貴港市分公司)身處全球新能源行業(yè)高速發(fā)展的浪潮中,在戰(zhàn)略目標(biāo)引領(lǐng)下,專注 冷拔方鋼,完善產(chǎn)業(yè)布局,引領(lǐng)產(chǎn)品 冷拔方鋼不斷走向全球,努力實(shí)現(xiàn)“ 制造強(qiáng)國 ”戰(zhàn)略目標(biāo)。


型材拉彎中的損耗計算公式為:b=Q/G×100式中b為成材率,%;Q為合格產(chǎn)品分量,噸;G為投入質(zhì)料分量,噸。成材率與金屬耗費(fèi)系數(shù)K成倒數(shù)的聯(lián)系。b=(G-W)/G×100=1/K. 式中W為出產(chǎn)過程中形成的金屬損耗量,噸。可見影響成材率的主要因素是出產(chǎn)過程中產(chǎn)生的各種金屬損耗。因而,提高成材率的途徑主要是減少各種金屬損耗。由于各個軋鋼車間用的質(zhì)料和軋制的產(chǎn)品不同,如有的軋鋼車間以鋼錠為質(zhì)料通過中心開坯,軋制成材;有的車間以鋼錠為質(zhì)料直接軋制成材;有的車間以鋼坯為質(zhì)料軋制成材;還有少量車間則是以鋼材為質(zhì)料加工成各種成品鋼材的,所以用一種成品率計算方法。難以表示和比較出產(chǎn)過程中金屬收得情況,難以反映車間之間在出產(chǎn)技術(shù)水平和管理水平上的差異。因而,在成材率的計算上就有不同的方法,如錠一材成材率、錠一坯成坯率、外來坯一材成材率等,各軋鋼車間要根據(jù)具體情況計算。


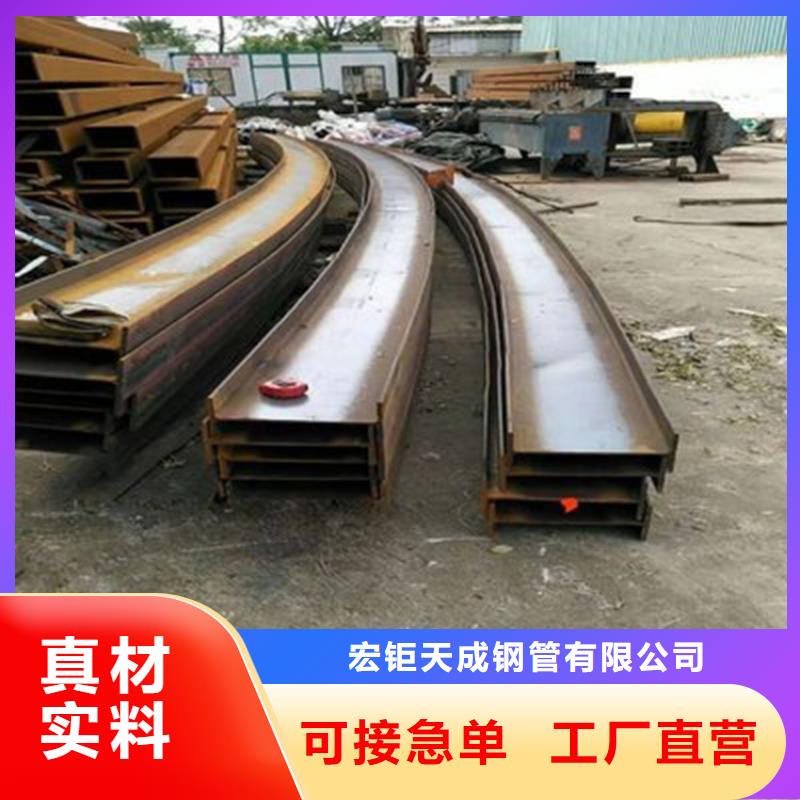
型材拉彎壓彎是常用的彎曲方法。所用設(shè)備大多為通用的機(jī)械壓力機(jī)或液壓機(jī),也有用專用折彎壓力機(jī)的。常用的滾彎設(shè)備是卷板機(jī)。三輥卷板機(jī)按三點(diǎn)決定一圓的道理,對板坯進(jìn)行連續(xù)彎曲。三輥卷板機(jī)具有兩個傳動輥(固定)和一個壓下輥(可調(diào))。調(diào)節(jié)壓下輥的上下位置即可改變它與傳動輥之間的相對距離。拉彎時,板材置于傳動輥和壓下輥之間,傳動輥正反方向交換轉(zhuǎn)動,使板材往復(fù)運(yùn)動。調(diào)節(jié)壓下輥使之逐步壓下,即可將板材彎曲成所需曲率的圓柱面、圓錐面和曲率較小的雙曲面。壓下輥一端可升起,便于卸出工件。另外還有四輥和多輥卷板機(jī),四輥卷板機(jī)用于卷制厚板圓筒,四輥以上的多輥卷板機(jī),用多對輥?zhàn)訉宀闹饾u彎曲成復(fù)雜的型面。對于精度要求較高,長度和曲率半徑要求較大、橫向尺寸要求較小的彎曲件,可在專用的拉彎機(jī)上進(jìn)行拉彎。拉彎時,板材全部厚度上都受拉應(yīng)力的作用,因而只產(chǎn)生伸長變形,卸載后彈復(fù)引起的變形小,容易保證精度。




點(diǎn)擊查看宏鉅天成鋼管(貴港市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】