


想要更直觀地感受滾壓管珩磨管生產廠家專業生產設備產品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!
以下是:滾壓管珩磨管生產廠家專業生產設備的圖文介紹


江蘇揚州珩磨管油缸管絎磨管怎么防止珩磨管淬火裂紋? 珩磨管淬火裂紋 珩磨管淬火工藝主要用于鋼件,是將鋼加熱到臨界溫度Ac3(亞共析鋼)或Ac1(過共析鋼)以上溫度,保溫一段時間,使之全部或部分奧氏體化,然后以大于臨界冷卻速度的冷速快冷到Ms(馬氏體轉變起始溫度)以下(或Ms附近等溫)進行馬氏體(或貝氏體)轉變的熱處理工藝。 珩磨管淬火裂紋是指在珩磨管淬火過程中或在珩磨管淬火后的室溫放置過程中產生的裂紋,后者又叫時效裂紋。裂紋的分布沒有一定的規律,但一般容易在工件的尖角、截面突變處形成。造成珩磨管淬火開裂的根本原因是拉應力超過材料的斷裂強度,或者雖未超過材料的斷裂強度,但材料由于存在內部缺陷也會發生開裂。造成珩磨管淬火開裂的具體原因很多,分析時應根據裂紋特征加以區分。滾壓管



江蘇揚州珩磨管油缸管絎磨管 厚壁油缸管介紹隨著近期窄帶價格下跌的加速,厚壁油缸管廠的利潤空間受到擠壓;此外,工廠現貨庫存不多,因此降低出貨價格的意愿不強,但上游原材料價格的持續下跌和市場低成本資源的影響增強了市場降價的預期。在后期,厚壁油缸管廠的維護和停工將逐漸增加,這將對價格的持續下跌產生一定的抑制作用;然而,需求疲軟是根本原因,帶鋼市場疲軟難以改變,價格仍有下調空間。在各個環節都如此低迷的情況下,鋼材供應壓力非但沒有下降反而上升。鋼材貿易商普遍放棄冬季倉儲作業,后期鋼材市場供應壓力將加大。在成本方面,各方幾乎一致認為高壓鍋爐管繼續下降,鐵礦石的反彈也非常有限,因此成本很難支撐鋼價。因此,綜合來看,油缸管市場需求增速下降,進一步加劇了企業之間的競爭。鐵礦石和煤炭價格下跌帶來的原材料成本優勢尚未顯著轉化為產品競爭優勢。雖然行業整體盈利能力較上年有所,但銷售利潤率僅為0.74%,仍處于整個行業的底部。它突顯了用表觀消費量來顯示中國實際粗鋼需求的不合理性。因為它 的缺點是將同期視為影響需求的負面因素,導致了一個悖論:當國內生產和海外進口相對穩定時,當前的出口越強勁,計算出的消費越少,消費增長越萎縮;相反,當期出口量越小,計算出的消耗量越多,高壓鍋爐管的消耗量增長越高。事實恰恰相反。滾壓管

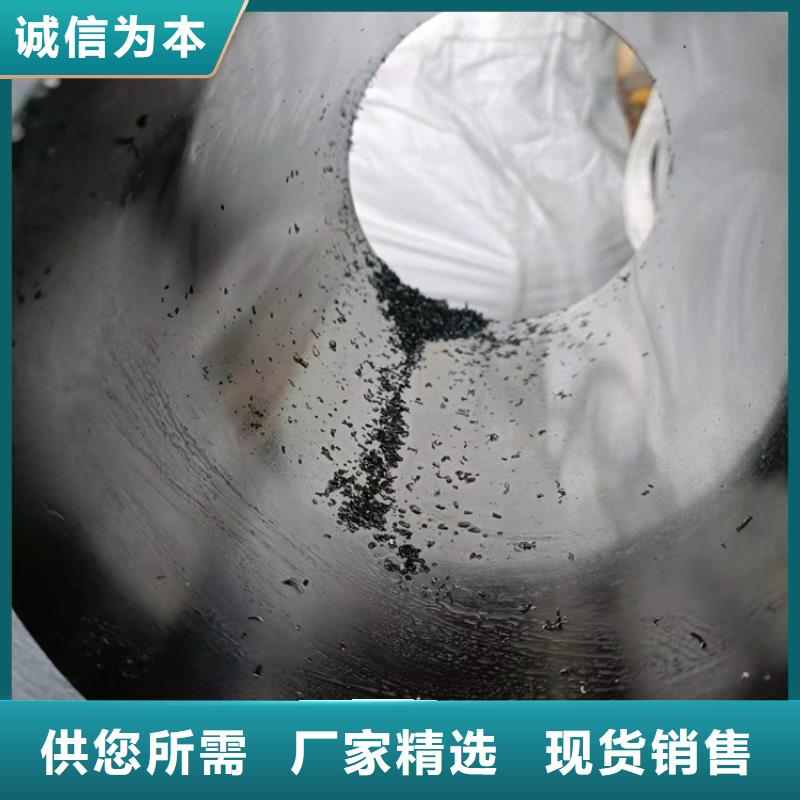
江蘇揚州珩磨管油缸管絎磨管滾壓管油缸管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。


江蘇揚州珩磨管油缸管絎磨管珩磨管淬火裂紋的成因 馬氏體的本質脆性是珩磨管淬火裂紋的內因,而馬氏體的晶體結構、化學成分、冶金缺陷等是馬氏體本質脆性的影響因素;各種工藝條件、零件尺寸形狀等引起的宏觀內應力的大小、方向、分布狀態等是珩磨管淬火裂紋的外因。下面將從微觀到宏觀,從內部到外部對鋼件的珩磨管淬火裂紋進行分析。2.1 馬氏體本質脆性——鋼件珩磨管淬火裂紋的內因
眾所周知,中高碳鋼珩磨管淬火后,其韌性低,脆性大,易產生顯微裂紋和宏觀開裂。這主要是由馬氏體的本質脆性決定的。而馬氏體的本質脆性又決定于材料的冶金質量、含碳量和合金元素、原始組織狀態、馬氏體的組織結構、顯微應力及顯微裂紋等。
滾壓管



安達液壓機械有限公司是一家專業從事 江蘇揚州液壓油缸管生產的企業,公司經過十多年的發展,從研發到生產加工集中了一批經驗豐富,技術過硬的科研、生產和管理團隊。公司以“質量di yi,用戶至上,優質服務,信守合同”的宗旨。憑借著高質量的產品,嚴謹的保密制度,良好的信譽,優質的服務和低廉的價格暢銷全國,竭誠與國內外商家雙贏合作,共同發展,共創輝煌!熱誠歡迎各界朋友前來參觀、考察、洽談業務。


江蘇揚州珩磨管油缸管絎磨管很多鋼管的偏心都是這個時候產生的,所以嚴格控制這穿孔環節 十分重要。精軋鋼管 冷拔鋼管 由于穿孔的原因 也會產生偏心問題:任何破壞由軋輥、頂頭、導板三者形成的變形區幾何形狀正確性的因素,都將使毛管壁厚不均加劇。(1)頂頭。①頂頭的形狀設計,理想的頂頭輾軋錐應與軋輥出口錐平行,如果按照傳統的馬特維也夫公式設計頂頭,其頂頭的輾軋錐與軋輥的出口錐是不平行的,金屬在這樣一個逐漸擴大的間隙內變形,勢必造成管壁輾軋不充分而導致毛管壁厚不均,而且,隨送進角的增大毛管壁厚不均更加嚴重;②由于頂桿的剛度不夠,在穿孔過程中產生彎曲,使頂頭不能保持對中位置,從而使穿出的毛管壁厚不均;(2)導板。①導板距過大,在穿孔過程中是依靠導板的限制作用來保持穿孔中心線的,導板距大,頂頭在上下位置變化大,使頂頭不穩定,導致毛管壁厚不均。②上、下導板的不均勻磨損也會加劇壁厚不均程度。(3)軋輥。
①軋輥中心線偏斜:在生產過程中,由于穿孔機兩側壓下螺絲安裝不正確,或由于螺紋和軸承磨損而使兩輥間軸向發生水平偏斜,兩個軋輥的送進角不一致使變形區發生畸變而導致壁厚不均。
滾壓管


