





為了給您提供更的A型光排管制造廠家產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。
以下是:A型光排管制造廠家的圖文介紹
建順金屬制品有限公司處于素有“ 山東東營冷卻器之都”美稱的山東東營,優越的地理位置和便利的交通給公司的發展帶來了充分的條件.技術骨干精良,實力雄厚,公司勇于創新,一直致力于 山東東營冷卻器生產技術的革新,跑在生產技術的前沿。



1、山東東營當地翅片管因焊接速度快,焊件自冷作用強,故不僅熱影響區小,而且還不易發生氧化,因此焊縫的組織和性能十分優良。2、山東東營當地 防腐性能、山東東營當地耐磨性能、山東東營當地低的接觸熱阻 、山東東營當地高的穩定性、山東東營當地防積灰能力。3、山東東營當地換熱面積大。高頻焊分高頻電阻焊和高頻感應焊兩種。①高頻電阻焊:用滾輪或接觸子作為電極將高頻電流導入工件,適用于管子的連續縱縫對焊和螺旋搭接縫焊、山東東營當地鍋爐鰭片管和換熱器螺旋翅片的焊接,可焊管子外徑為1200毫米,壁厚為16毫米,工字鋼的腹極厚度可焊9.5毫米,生產率很高。②高頻感應焊:用感應線圈加熱工件,可焊接外徑為9毫米的小直徑管和壁厚為 1毫米的薄壁管。常用于中小直徑鋼管和黃銅管的縱縫焊接,也可用于環縫焊接,但功率損耗比高頻電阻焊大。影響高頻焊接質量的主要參數是高頻電源的頻率、山東東營當地功率、山東東營當地工件成形角度、山東東營當地擠壓力、山東東營當地電極(或感應圈)與擠壓輥之間的距離和焊接速度。主要設備有高頻電源、山東東營當地工件成形設備和擠壓機械裝置。高頻焊質量穩定,生產率高,成本較低。適用于率自動生產線,是生產有縫管的先進方法。



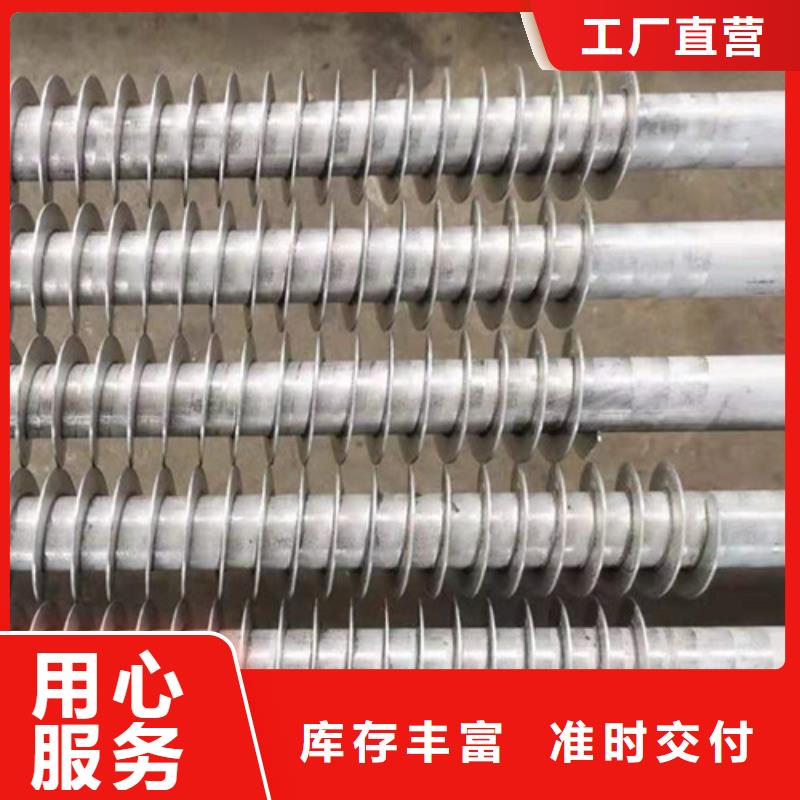
用人工方法套裝的稱為手工套裝。它是借助工具,依靠人的力量將翅片一個個壓入的。這種方法因為翅片的壓入力有限,故套裝的過盈量小,翅片容易產生松動現象。機械套裝翅片是在翅片套裝機上進行的。由于翅片壓入是靠機械沖擊力或液體壓力,壓入力大,所以,可采用較大的過盈量。翅片和管子之間的結合強度高,不易松動。機械傳動的套裝機生產率高,但噪音大,性差,工人的勞動條件欠佳。液壓傳動的雖然不存在上述問題,但設備價格較貴,對使用維修人員的技術要求較高,其生產率也低些。山東東營鑲嵌式螺旋翅片鑲嵌式螺旋翅片管是在鋼管上預先加工出一定寬度和深度的螺旋槽,然后在車床上把鋼帶鑲嵌在鋼管上。在纏繞過程中,由于有一定的預緊力,鋼帶會緊緊地勒在螺旋槽內,從而保證了鋼帶和鋼管之間有一定的接觸面積。為了防止鋼帶回彈脫落,鋼帶的兩端要焊在鋼管上。為了便于鑲嵌,鋼帶和螺旋槽間應有一定的側隙。如果側隙過小,形成過盈,則鑲嵌過程難以順利進行。此外,纏繞的鋼帶總會有一定的回彈,其結果使得鋼帶和螺旋槽底面不能很好的接合。鑲嵌翅片可在通用設備上進行,費用不高,但是工藝復雜生產效率低。


山東東營鑲嵌式螺旋翅片鑲嵌式螺旋翅片管是在鋼管上預先加工出一定寬度和深度的螺旋槽,然后在車床上把鋼帶鑲嵌在鋼管上。在纏繞過程中,由于有一定的預緊力,鋼帶會緊緊地勒在螺旋槽內,從而保證了鋼帶和鋼管之間有一定的接觸面積。為了防止鋼帶回彈脫落,鋼帶的兩端要焊在鋼管上。為了便于鑲嵌,鋼帶和螺旋槽間應有一定的側隙。如果側隙過小,形成過盈,則鑲嵌過程難以順利進行。此外,纏繞的鋼帶總會有一定的回彈,其結果使得鋼帶和螺旋槽底面不能很好的接合。鑲嵌翅片可在通用設備上進行,費用不高,但是工藝復雜生產效率低。



