

聯(lián)系我們

您也許對(duì)攀枝花本地以下產(chǎn)品新聞也感興趣
- 現(xiàn)代風(fēng)格輕鋼別墅【輕鋼房屋】?jī)?yōu)質(zhì)貨源
- 多功能可定制宣傳欄燈箱 戶外宣傳欄燈箱 不銹鋼宣傳欄燈箱 太陽能宣傳欄燈箱 發(fā)光宣傳欄燈箱 垃圾分類宣傳欄燈箱 戶外防銹液壓宣傳欄燈箱 校園宣傳欄燈箱定制 文化長(zhǎng)廊宣傳欄燈箱 核心價(jià)值觀宣傳欄燈箱 太陽能滾動(dòng)宣傳欄燈箱 壁掛式宣傳欄燈箱 落地式宣傳欄燈箱 廠區(qū)宣傳欄燈箱 學(xué)校文化宣傳欄燈箱 小區(qū)公告宣傳欄燈箱 社區(qū)宣傳欄燈箱 街道宣傳欄燈箱 巷口宣傳欄燈箱批發(fā)價(jià)
- 【逃生管道】_超高分子聚乙烯逃生管廠家直銷規(guī)格多樣
- 保密柜,密集架用的放心
- 【氨氮去除劑石英砂濾料從廠家買售后有保障】
- 水下安裝【水下爆破】實(shí)力商家
- 硅泥烘干機(jī)-糧食烘干機(jī)好貨有保障
- 【耐候鋼板,耐磨鋼板極速發(fā)貨】
- 防撞護(hù)欄【防撞護(hù)欄】工藝層層把關(guān)
- 【護(hù)欄防撞護(hù)欄廠快速報(bào)價(jià)】
- 水下工程水下管道拆墻口碑商家
- 橡塑海綿板礦物基飾面砂漿打造行業(yè)品質(zhì)
- 防撞護(hù)欄【道路護(hù)欄】擁有核心技術(shù)優(yōu)勢(shì)
- 內(nèi)江租柴油發(fā)電機(jī)一天多少錢
- 雨水管【鋁合金檐溝】全品類現(xiàn)貨
當(dāng)前位置:
聊城 鑫海達(dá)不銹鋼復(fù)合管生產(chǎn)制造廠家有限公司 >
攀枝花當(dāng)?shù)禺a(chǎn)品新聞
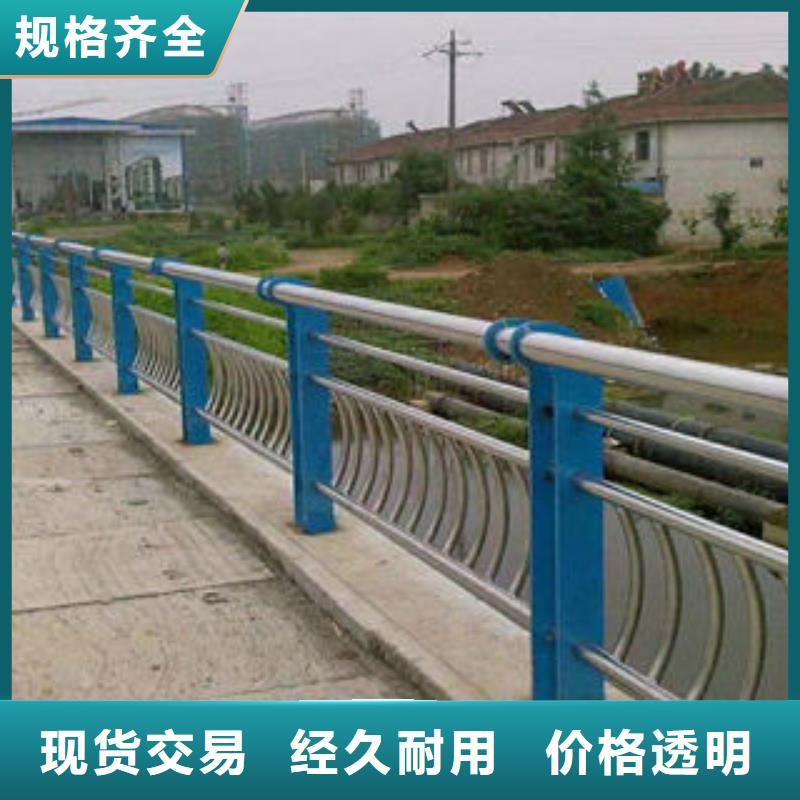
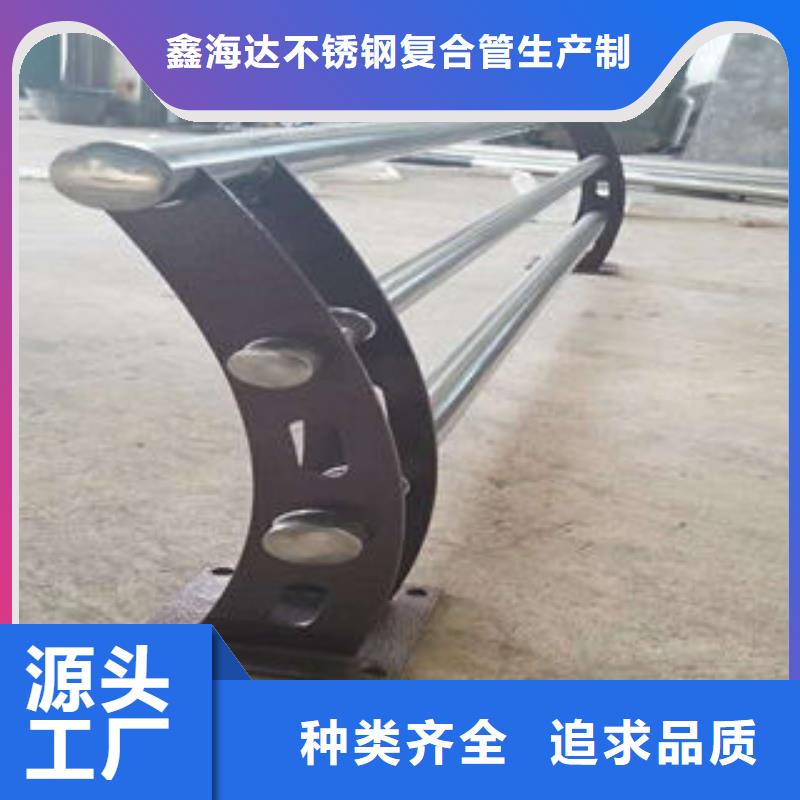
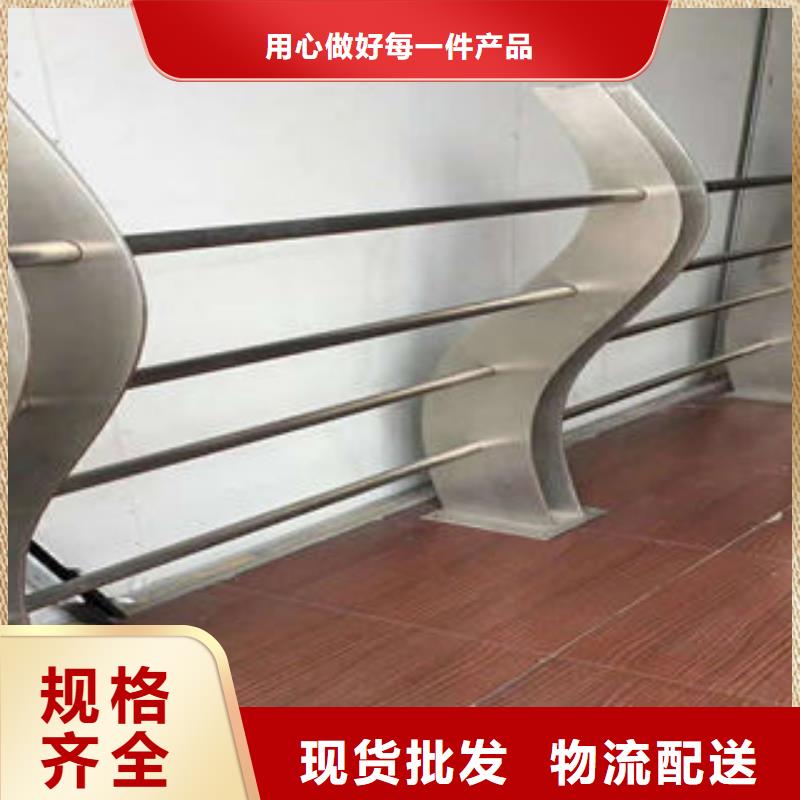
道路護(hù)欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求
更新時(shí)間:2025-01-27 22:11:35 瀏覽次數(shù):20 公司名稱:聊城 鑫海達(dá)不銹鋼復(fù)合管生產(chǎn)制造廠家有限公司
以下是:道路護(hù)欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 402 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說明 | 電議 |
以下是:道路護(hù)欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求的圖文視頻



道路護(hù)欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求,鑫海達(dá)不銹鋼復(fù)合管生產(chǎn)制造廠家有限公司為您提供道路護(hù)欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求,聯(lián)系人:賈殿濤,電話:13863577835、13863577835,QQ:1271858886,請(qǐng)聯(lián)系鑫海達(dá)不銹鋼復(fù)合管生產(chǎn)制造廠家有限公司,發(fā)貨地:聊城經(jīng)濟(jì)開發(fā)區(qū)發(fā)貨到四川省 攀枝花市 仁和區(qū)、米易縣、鹽邊縣。 四川省,攀枝花市 攀枝花市,四川省轄地級(jí)市,別稱渡口、鋼城,地處中國(guó)西南川滇結(jié)合部,位于四川省南端,東、北面與四川省涼山彝族自治州的會(huì)理、德昌、鹽源3縣接壤,西、南面與云南省的寧蒗、華坪、永仁3縣交界,地處攀西裂谷中南段,屬浸蝕、剝蝕中山丘陵、山原峽谷地貌,夏季長(zhǎng),四季不分明,而旱、雨季分明,全市總面積7440平方千米。截至2022年10月,全市轄3個(gè)區(qū)、2個(gè)縣。截至2022年末,攀枝花市常住人口121.6萬人。
簡(jiǎn)約設(shè)計(jì),不簡(jiǎn)單內(nèi)涵。觀看我們的道路護(hù)欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求產(chǎn)品視頻,用少的話語傳達(dá)真實(shí)的產(chǎn)品價(jià)值。
以下是:道路護(hù)欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求的圖文介紹
欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求")
鑫海達(dá)不銹鋼復(fù)合管生產(chǎn)制造廠家有限公司是一家專業(yè)從事 四川攀枝花不銹鋼復(fù)合管護(hù)欄研發(fā)、生產(chǎn)及銷售的企業(yè),公司在業(yè)內(nèi)有著一支從事 四川攀枝花不銹鋼復(fù)合管護(hù)欄行業(yè)近10年的生產(chǎn)及銷售團(tuán)隊(duì),公司位于經(jīng)濟(jì)開發(fā)區(qū),這里交通便利,物流發(fā)達(dá) 。 公司本著質(zhì)量立企、合作共贏的方針,歡迎業(yè)界各位新老客戶蒞臨。
欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求")
欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求")
目前金屬?gòu)?fù)合無縫管冷成型法大致有以下兩種:內(nèi)擴(kuò)漲型和外減徑型。內(nèi)擴(kuò)漲型,即:采用兩種材質(zhì)的無縫管相互穿套(如外管采用一般普碳鋼無縫鋼管,內(nèi)穿一薄壁不銹鋼管作為內(nèi)層金屬管),在內(nèi)管中施以高壓,使內(nèi)層無縫管發(fā)生塑性變形外層無縫管僅產(chǎn)生彈性變形,從而使內(nèi)管與外管緊密結(jié)合,形成雙金屬?gòu)?fù)合無縫管。
外減徑型,即:仍采用兩種材質(zhì)的無縫管相互穿套,對(duì)外層管進(jìn)行減徑拉拔或軋制,使內(nèi)管與外管緊密結(jié)合,形成雙金屬?gòu)?fù)合無縫管。以上兩種工藝生產(chǎn)的金屬?gòu)?fù)合無縫管的不足之處在于:生產(chǎn)成本高昂,內(nèi)外管均必須采用現(xiàn)成的熱軋或冷拔無縫管,加上其后的內(nèi)漲或減徑工序使其制造成本大幅度上升;以上兩種類型的無縫管并非完全意義上的金屬?gòu)?fù)合,兩層金屬相互間并無冶金熔合,在受軸向力的情況下內(nèi)外兩層金屬難以傳遞和均衡外力,在需要熱傳遞的應(yīng)用領(lǐng)域,由于內(nèi)外兩層金屬間存在間隙,熱阻必將大幅度增加。
熱成型制造工藝包括熱軋和熱擠壓兩種方法,前者主要適用于有縫復(fù)合管的生產(chǎn),后者適用于無縫復(fù)合管的生產(chǎn)。軋制是一種傳統(tǒng)的制備復(fù)合金屬的方法。熱軋復(fù)合實(shí)質(zhì)上屬于壓力焊,如果變形量足夠大,軋輥施加的壓力就會(huì)破壞金屬表面的氧化膜,使表面達(dá)到原子接觸,從而使兩表面焊在一起。軋制的優(yōu)缺點(diǎn)分別為:優(yōu)點(diǎn):生產(chǎn)率高、質(zhì)量好、成本低,并可大量節(jié)省金屬材料的損耗,因此是目前應(yīng)用極為廣泛的復(fù)合材料生產(chǎn)技術(shù)。軋制結(jié)合的復(fù)合板占復(fù)合板總產(chǎn)量的90%,而且經(jīng)常應(yīng)用于壁厚小于32mm的管材的加工。缺點(diǎn):一次性投資大,而且很多材料組合不能通過軋制復(fù)合實(shí)現(xiàn)。目前應(yīng)用廣泛的還是利用軋制工藝進(jìn)行碳鋼、不銹鋼有縫復(fù)合管的制造。
熱擠壓一般是針對(duì)雙金屬管坯進(jìn)行的,稱為復(fù)合擠壓(coextrude)。復(fù)合擠壓目前是生產(chǎn)不銹鋼和高鎳合金無縫復(fù)合管的好方法,日本制鋼所利用這種方法生產(chǎn)8in(203.2mm)以下的雙金屬?gòu)?fù)合管。它是將兩種以上的金屬組成的一大直徑復(fù)合坯料加熱到1200℃左右,然后擠過由模具和芯軸形成的環(huán)狀空間。當(dāng)擠壓坯料截面縮減到10:1時(shí),高的擠壓壓力和溫度會(huì)在界面處產(chǎn)生“壓力焊”的焊接效應(yīng),促進(jìn)界面間的快速擴(kuò)散和廣泛結(jié)合,實(shí)現(xiàn)界面的冶金結(jié)合。擠壓前的復(fù)合管坯制造方法有三種:由鍛造坯料通過熱穿孔和放大擠壓獲得;直接離心旋鑄;用耐蝕粉末顆粒。也有內(nèi)外兩種金屬原材料均采用粉末的,稱為“nuval”工藝,可以開發(fā)新型合金,但粉末制備成本太高。
外減徑型,即:仍采用兩種材質(zhì)的無縫管相互穿套,對(duì)外層管進(jìn)行減徑拉拔或軋制,使內(nèi)管與外管緊密結(jié)合,形成雙金屬?gòu)?fù)合無縫管。以上兩種工藝生產(chǎn)的金屬?gòu)?fù)合無縫管的不足之處在于:生產(chǎn)成本高昂,內(nèi)外管均必須采用現(xiàn)成的熱軋或冷拔無縫管,加上其后的內(nèi)漲或減徑工序使其制造成本大幅度上升;以上兩種類型的無縫管并非完全意義上的金屬?gòu)?fù)合,兩層金屬相互間并無冶金熔合,在受軸向力的情況下內(nèi)外兩層金屬難以傳遞和均衡外力,在需要熱傳遞的應(yīng)用領(lǐng)域,由于內(nèi)外兩層金屬間存在間隙,熱阻必將大幅度增加。
熱成型制造工藝包括熱軋和熱擠壓兩種方法,前者主要適用于有縫復(fù)合管的生產(chǎn),后者適用于無縫復(fù)合管的生產(chǎn)。軋制是一種傳統(tǒng)的制備復(fù)合金屬的方法。熱軋復(fù)合實(shí)質(zhì)上屬于壓力焊,如果變形量足夠大,軋輥施加的壓力就會(huì)破壞金屬表面的氧化膜,使表面達(dá)到原子接觸,從而使兩表面焊在一起。軋制的優(yōu)缺點(diǎn)分別為:優(yōu)點(diǎn):生產(chǎn)率高、質(zhì)量好、成本低,并可大量節(jié)省金屬材料的損耗,因此是目前應(yīng)用極為廣泛的復(fù)合材料生產(chǎn)技術(shù)。軋制結(jié)合的復(fù)合板占復(fù)合板總產(chǎn)量的90%,而且經(jīng)常應(yīng)用于壁厚小于32mm的管材的加工。缺點(diǎn):一次性投資大,而且很多材料組合不能通過軋制復(fù)合實(shí)現(xiàn)。目前應(yīng)用廣泛的還是利用軋制工藝進(jìn)行碳鋼、不銹鋼有縫復(fù)合管的制造。
熱擠壓一般是針對(duì)雙金屬管坯進(jìn)行的,稱為復(fù)合擠壓(coextrude)。復(fù)合擠壓目前是生產(chǎn)不銹鋼和高鎳合金無縫復(fù)合管的好方法,日本制鋼所利用這種方法生產(chǎn)8in(203.2mm)以下的雙金屬?gòu)?fù)合管。它是將兩種以上的金屬組成的一大直徑復(fù)合坯料加熱到1200℃左右,然后擠過由模具和芯軸形成的環(huán)狀空間。當(dāng)擠壓坯料截面縮減到10:1時(shí),高的擠壓壓力和溫度會(huì)在界面處產(chǎn)生“壓力焊”的焊接效應(yīng),促進(jìn)界面間的快速擴(kuò)散和廣泛結(jié)合,實(shí)現(xiàn)界面的冶金結(jié)合。擠壓前的復(fù)合管坯制造方法有三種:由鍛造坯料通過熱穿孔和放大擠壓獲得;直接離心旋鑄;用耐蝕粉末顆粒。也有內(nèi)外兩種金屬原材料均采用粉末的,稱為“nuval”工藝,可以開發(fā)新型合金,但粉末制備成本太高。
欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求")
欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求")
欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求")
優(yōu)點(diǎn):界面為冶金結(jié)合;擠壓過程中涉及的力完全是壓應(yīng)力,因此特別適合于熱加工性不好、塑性低的高合金金屬的加工。缺點(diǎn):由于結(jié)合決定于擠壓過程中極短時(shí)間內(nèi)的元素界面擴(kuò)散,通常會(huì)因氧化物膜的存在而受到影響,因此目前復(fù)合擠壓僅限于碳鋼、不銹鋼和高鎳合金間的復(fù)合。需要指出的是,熱擠壓的變形抗力小,允許每次變形程度大,導(dǎo)致表面粗糙度較高,因此也有先熱擠壓再進(jìn)行冷軋(或冷拔)制造復(fù)合管的方法。
離心鑄造和離心鋁熱劑法離心鑄造是為適應(yīng)海洋油氣生產(chǎn)而開發(fā)的,適用于制造內(nèi)襯金屬熔點(diǎn)低于外層金屬熔點(diǎn)的復(fù)合管。襯層和基體均采用液態(tài)金屬。將制外管的鋼液引入一旋轉(zhuǎn)金屬模,在外管凝固過程中監(jiān)測(cè)管內(nèi)溫度。當(dāng)外管凝固并達(dá)到一定溫度時(shí),澆入耐蝕合金等內(nèi)層金屬。通過控制鑄造條件,可以生產(chǎn)出牢固的冶金結(jié)合的雙金屬?gòu)?fù)合管。
當(dāng)應(yīng)用液態(tài)金屬進(jìn)行表面堆敷時(shí),采用離心技術(shù)可復(fù)合層容易出現(xiàn)的氣孔和夾雜。這時(shí),熔化金屬中密度低的渣、雜質(zhì)和氣體上升到表面,而較重的金屬成分下沉,在管壁上形成一致密層,從而提高熔敷質(zhì)量和再現(xiàn)性。因此其優(yōu)缺點(diǎn)分別為:
優(yōu)點(diǎn):界面實(shí)現(xiàn)冶金結(jié)合,致密度高,排渣、排氣性好。缺點(diǎn):若沒有其后的熱變形,僅限于鑄態(tài)使用,其粗大的鑄態(tài)組織導(dǎo)致各層金屬的力學(xué)性能不能充分發(fā)揮。另外,該方法不能生產(chǎn)外層為輕合金的復(fù)合鋼管。
離心鋁熱法也稱為shs—離心法,shs是self propagating high temperature synthesis的縮寫。離心鋁熱法的實(shí)質(zhì)是在離心力場(chǎng)中引起鋁熱反應(yīng),所謂鋁熱反應(yīng)就是金屬鋁粉和其他金屬氧化物粉末均勻的混合在一起, 通過點(diǎn)燃而發(fā)生的非常迅速的放熱反應(yīng)(mo+al→m+al2o3+q)。反應(yīng)絕熱溫度可接近3000k,因此產(chǎn)物都處于液態(tài),在離心力作用下,比重大的產(chǎn)物如fe、cr、ni等集中在靠近碳鋼鋼管內(nèi)壁處,形成內(nèi)襯金屬層;al2o3形成內(nèi)層殘?jiān)ㄟ^機(jī)械方法除去,則制備出雙金屬?gòu)?fù)合鋼管。
離心鑄造+熱擠壓(熱擠壓+冷軋)“離心鑄造+熱擠壓”是一種新的復(fù)合管短流程制備方法,通過離心鑄造生產(chǎn)空心復(fù)合管坯,然后加熱、熱擠壓或熱擠壓冷軋,以及后續(xù)熱處理等工序,獲得成品復(fù)合管。它有效整合了離心鑄造和熱擠壓兩種方法的優(yōu)點(diǎn),縮短了生產(chǎn)工序,并實(shí)現(xiàn)了復(fù)合界面的完全冶金結(jié)合。其獨(dú)特之處在于:他把初級(jí)工業(yè)材料和高技術(shù)的冶金處理過程結(jié)合起來,采用離心澆鑄工藝、熱擠壓等塑性熱復(fù)合技術(shù)、冷軋(或冷拔)生產(chǎn)方式,獲得高品質(zhì)的復(fù)合管材。
離心鑄造和離心鋁熱劑法離心鑄造是為適應(yīng)海洋油氣生產(chǎn)而開發(fā)的,適用于制造內(nèi)襯金屬熔點(diǎn)低于外層金屬熔點(diǎn)的復(fù)合管。襯層和基體均采用液態(tài)金屬。將制外管的鋼液引入一旋轉(zhuǎn)金屬模,在外管凝固過程中監(jiān)測(cè)管內(nèi)溫度。當(dāng)外管凝固并達(dá)到一定溫度時(shí),澆入耐蝕合金等內(nèi)層金屬。通過控制鑄造條件,可以生產(chǎn)出牢固的冶金結(jié)合的雙金屬?gòu)?fù)合管。
當(dāng)應(yīng)用液態(tài)金屬進(jìn)行表面堆敷時(shí),采用離心技術(shù)可復(fù)合層容易出現(xiàn)的氣孔和夾雜。這時(shí),熔化金屬中密度低的渣、雜質(zhì)和氣體上升到表面,而較重的金屬成分下沉,在管壁上形成一致密層,從而提高熔敷質(zhì)量和再現(xiàn)性。因此其優(yōu)缺點(diǎn)分別為:
優(yōu)點(diǎn):界面實(shí)現(xiàn)冶金結(jié)合,致密度高,排渣、排氣性好。缺點(diǎn):若沒有其后的熱變形,僅限于鑄態(tài)使用,其粗大的鑄態(tài)組織導(dǎo)致各層金屬的力學(xué)性能不能充分發(fā)揮。另外,該方法不能生產(chǎn)外層為輕合金的復(fù)合鋼管。
離心鋁熱法也稱為shs—離心法,shs是self propagating high temperature synthesis的縮寫。離心鋁熱法的實(shí)質(zhì)是在離心力場(chǎng)中引起鋁熱反應(yīng),所謂鋁熱反應(yīng)就是金屬鋁粉和其他金屬氧化物粉末均勻的混合在一起, 通過點(diǎn)燃而發(fā)生的非常迅速的放熱反應(yīng)(mo+al→m+al2o3+q)。反應(yīng)絕熱溫度可接近3000k,因此產(chǎn)物都處于液態(tài),在離心力作用下,比重大的產(chǎn)物如fe、cr、ni等集中在靠近碳鋼鋼管內(nèi)壁處,形成內(nèi)襯金屬層;al2o3形成內(nèi)層殘?jiān)ㄟ^機(jī)械方法除去,則制備出雙金屬?gòu)?fù)合鋼管。
離心鑄造+熱擠壓(熱擠壓+冷軋)“離心鑄造+熱擠壓”是一種新的復(fù)合管短流程制備方法,通過離心鑄造生產(chǎn)空心復(fù)合管坯,然后加熱、熱擠壓或熱擠壓冷軋,以及后續(xù)熱處理等工序,獲得成品復(fù)合管。它有效整合了離心鑄造和熱擠壓兩種方法的優(yōu)點(diǎn),縮短了生產(chǎn)工序,并實(shí)現(xiàn)了復(fù)合界面的完全冶金結(jié)合。其獨(dú)特之處在于:他把初級(jí)工業(yè)材料和高技術(shù)的冶金處理過程結(jié)合起來,采用離心澆鑄工藝、熱擠壓等塑性熱復(fù)合技術(shù)、冷軋(或冷拔)生產(chǎn)方式,獲得高品質(zhì)的復(fù)合管材。
欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求")
欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求")
點(diǎn)擊查看鑫海達(dá)不銹鋼復(fù)合管生產(chǎn)制造廠家有限公司的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
在四川省攀枝花市采購(gòu)道路護(hù)欄201不銹鋼復(fù)合管滿足您多種采購(gòu)需求請(qǐng)認(rèn)準(zhǔn)鑫海達(dá)不銹鋼復(fù)合管生產(chǎn)制造廠家有限公司,品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購(gòu)買到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:賈殿濤-13863577835,QQ:1271858886,地址:經(jīng)濟(jì)開發(fā)區(qū))。