





別再等待了,僅僅一分鐘,就能通過我們的薄鋼板加工產品視頻探索到無數令人心動的細節和亮點。
以下是:薄鋼板加工的圖文介紹



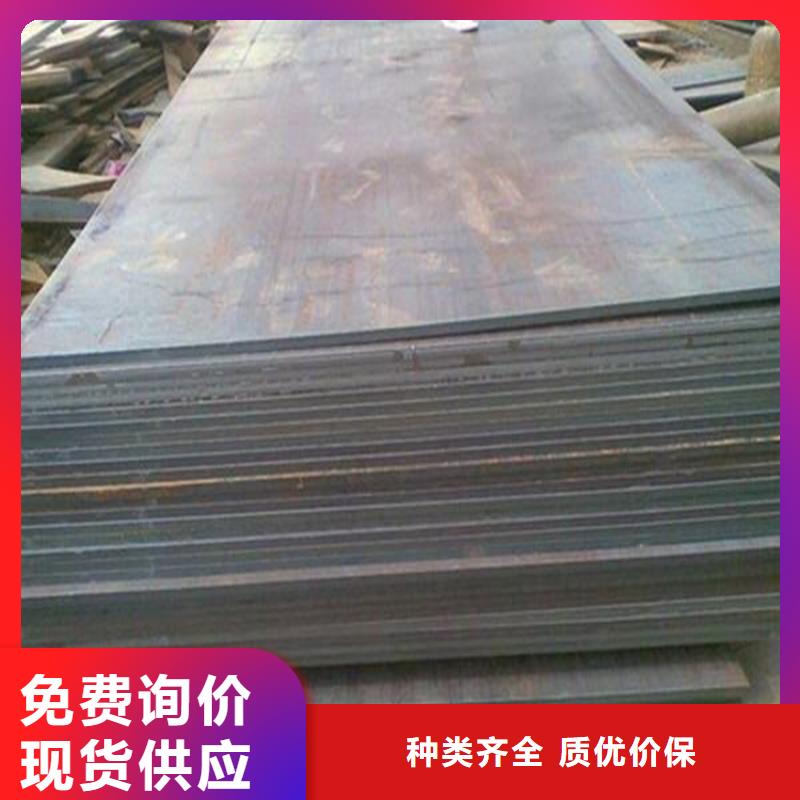
在高強板廠家生產鋼板時,雖然,為了確保鋼材的品質,在生產過程中則需要注意很多細節。但依然會由于一些細節,直接影響著鋼板的品質。那么,高強板廠家在生產鋼板時,主要會出現哪些質量上的問題,又是由于哪些原因造成的呢?鋼板的厚薄不均。鋼板各部分厚度不一致稱為厚度不均勻。對于厚度不均勻的鋼板,偏差一般過大,局部鋼板厚度超過規定的允許偏差。原因有板坯加熱溫度不均;輥縫的調整和輥型的配置不當;軋輥和軋輥兩側的軸瓦磨損不一樣。鋼板外部出現麻點。鋼板表面出現局部或連續凹陷稱為麻點,其大小不同,深度不同。原因有加熱過程中,鋼板氧化太嚴重,軋制是將氧化鐵壓入表面,脫落后形成了。鋼板外部常常有氣泡。鋼板表面無規律分布圓形凸起,形狀呈蚯蚓式,外部看起來光滑,但是里面有氣泡存在。有的則是經過開平機平整后,表面光亮,但是縱切面出現分層。原因是因板坯上存有較多超過汽泡氣襄類缺點,經多道冷軋沒有痊愈,殘余在厚鋼板上;板坯在爐時間長,氣泡暴露。在生產及購買鋼板時,總會發現鋼板表面會出現厚薄不均、有氣泡、麻袋的問題,這屬于正常現象還是鋼板質量問題,可以規避嗎?這是許多用戶想要了解的。高強板廠家自成立以來,一直從事各種鋼板的生產及銷售工作,并且可以憑借著多年來的生產經驗,為用戶提供種類多樣,品質合格的鋼板。



在數控切割操作上的一些小心得。 1、在進行自動鋼板切割時,吊鋼板至氣割平臺上,應調整鋼板單邊兩端頭與導軌的距離差在5mm范圍內。在進行半自動切割時,應將導軌放在被切割鋼板的平面上,然后將切割機輕放在導軌上。使有割炬的一側面向操縱者,根據鋼板的厚度選用割嘴,調整切割直度和切割速度。 2、根據自動鋼板切割加工及半自動切割方式的不同,調整各把割槍的距離,確定后拖量,并考慮割縫補償;在切割過程中,割槍傾角的大小和方向主要以鋼板厚度而定。


創業以來的 江蘇南通Q390無縫鋼管以卓越的性價比和優良的服務,讓客戶采購安心,使用放心,公司將一如既往;竭誠以優質的產品、優良的服務,與國內外各行業的客商緊密合作,共圖發展我們也熱誠歡迎客戶來金帝鋼管有限公司司考察,參觀及技術交流!



今天,小編來和大家講解一下特厚鋼板的使用要求,了解了這些,就可以正確使用了喲! 1 適用范圍 1.1 一般要求 1.1.1 按照1.2和1.3使用特厚鋼板的集裝箱船應符合本統一要求。 1.1.2本文件給出使用特厚鋼板作為縱向構件的集裝箱船的脆斷識別和防止措施。 1.1.3 2、3和4中規定措施的應用應按照附件I 1.1.4 除本UR要求外,如適用,焊接接頭的脆性斷裂韌性應滿足IACS URW11,URW28和URW31(YP47鋼板的應用)的要求。 1.2 鋼級 1.2.1 本文件應適用于使用1.3中規定厚度的任何YP36、YP40和YP47鋼板作為縱向構件的集裝箱船。 注:YP36、YP40和YP47系指小規定屈服點分別為355、390和460N/mm2的鋼板。 1.3 厚度 1.3.1 對于厚度超過50mm且不大于100mm的鋼板,應采取本文件中規定的防止脆性裂紋萌生和擴展的措施。 1.3.2 對于厚度超過100mm的鋼板,應按照各船級社考慮本文件后的決定,采取適當的防止脆性裂紋萌生和擴展的措施。
