



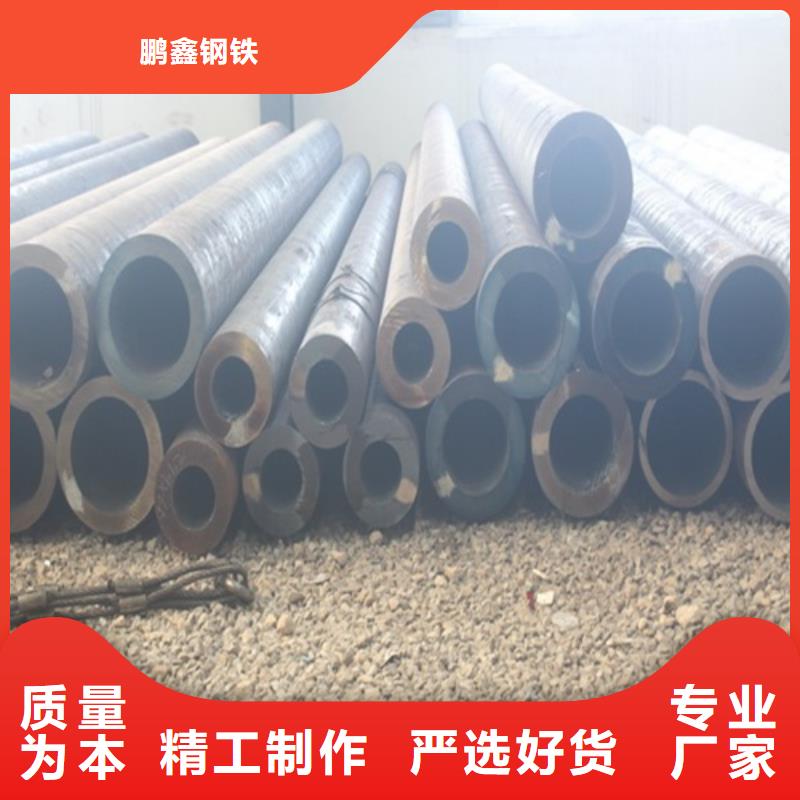
福建大口徑無縫鋼管生產流程及工藝介紹。摘要:本文主要介紹了大口徑厚壁無縫鋼管的生產流程、工藝,以及各個工序的注意要點等知識。大口徑厚壁無縫鋼管的優點很多,比如可以節省材料,減輕重量,節約成本等等。 介紹一下福建大口徑厚壁無縫鋼管的制作工藝和注意事項: 1、原料檢驗-→下料-→加熱穿孔-→酸洗潤滑風干(冷軋不用)-→冷軋加工(熱扎或熱處理)→矯直-→精整。 2、成品檢驗: (1)外觀質量。 (2)內徑、外徑尺寸。 (3)表面質量。 (4)長度。 (5)幾何形狀。 3、坯料準備及檢查。 4、加熱穿孔。 5、酸洗。 6、修磨潤滑。 7、冷軋。 8、矯直。 9、切頭。 10、成品檢驗。 11、標識。 12、包 、入庫下面我們就來具體了解一下各道工序的具體操作方法吧! 1.原料檢驗在進入生產之前需要對原材料進行嚴格的檢查,確保其符合相關標準才能投入生產。 2.下料一般采用中板作為原材料,通過切割機的將鋼板開成所需要的規格尺寸; 3.加熱穿孔將管坯放入感應圈中在溫度的作用下使其內部原子與原子發生碰撞產生熱量從而形成孔洞; 4.酸洗利用化學溶液對管材內外表面進行腐蝕達到除銹的效果; 5.修磨利用砂輪機等工具對內表面的毛刺進行處理; 6.清洗利用高壓水或者蒸汽等清潔管道內的雜質和氧化物以達到除垢的效果; 7.冷拔通過拉拔使金屬變形來達到增加強度的效果。 8.精整對經過以上幾道工序后的半成品進行檢查并做出相應的標記以便后期使用。 9.成品檢驗經過以上幾道程序之后我們的大直徑螺旋焊管就完成了它的整個制作過程了!



<福建>鵬鑫鋼鐵成立于2007年,擁有自主研發生產等部門,為不斷滿足福建無縫鋼管廠市場與客戶的需求,公司不斷引進專業的研發人才及先進的生產設備。可按客戶要求研發生產各系列福建無縫鋼管廠產品。為保證產品品質,公司制定有一系列完整的生產工藝規范,及對所有供應商與物料都有嚴格的甄選與管控制度。以限度從源頭管控品質,確保所有物料及工藝均符合相關的標準要求。公司的目標就在于通過持續提供新產品響應市場需求,堅持以“誠信為本,以質取勝”的經營理念,奉行“客戶至上”的經營方針,已得到客戶廣泛的認同和信任。竭誠為廣大新老客戶提供優質的福建無縫鋼管廠產品、完善的服務,而保持行業地位。


