

想一睹燈光護(hù)欄【熱鍍鋅立柱】源頭工廠量大優(yōu)惠產(chǎn)品的真實(shí)風(fēng)采嗎?我們的現(xiàn)場實(shí)拍視頻將帶您親臨現(xiàn)場,帶你感受燈光護(hù)欄【熱鍍鋅立柱】源頭工廠量大優(yōu)惠產(chǎn)品的獨(dú)特之處!
以下是:燈光護(hù)欄【熱鍍鋅立柱】源頭工廠量大優(yōu)惠的圖文介紹
欄【熱鍍鋅立柱】源頭工廠量大優(yōu)惠")
的 【波形護(hù)欄】生產(chǎn)制造能力,讓您省心
①現(xiàn)代化高科技生產(chǎn),配有先進(jìn)生產(chǎn) 【波形護(hù)欄】設(shè)備及檢測儀器
②公司合作有多處生產(chǎn)基地供貨以確保訂單完成率
③ISO9001國際化生產(chǎn)流程管理,致力于成為國內(nèi) 【波形護(hù)欄】設(shè)計(jì)、研發(fā)、制造、生產(chǎn)基地
欄【熱鍍鋅立柱】源頭工廠量大優(yōu)惠")
欄【熱鍍鋅立柱】源頭工廠量大優(yōu)惠")
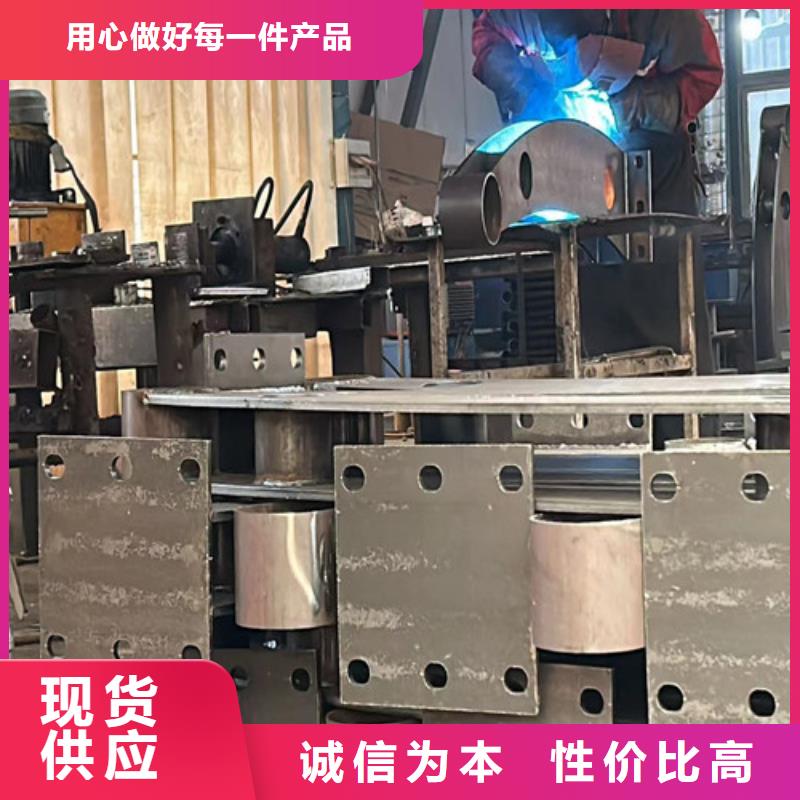
雙金屬復(fù)合管的生產(chǎn)方法有哪些呢? 這里給大家介紹介紹。將裝配好的內(nèi)外管放置在水槽內(nèi),將集束 放置在內(nèi)襯管軸線上,通過 瞬間生產(chǎn)的爆炸力,引起水槽內(nèi)水壓瞬間增高,瞬間增高的水壓,在瞬間內(nèi)推動(dòng)內(nèi)襯管在直徑方向向外擴(kuò)張,在軸向方向向內(nèi)收縮,向外擴(kuò)張的內(nèi)襯管在水壓的作用下,擴(kuò)張置外基管的內(nèi)表面上,并在水壓的作用下,隨外基管繼續(xù)擴(kuò)張,直至壓力消失,復(fù)合成形。受雙金屬復(fù)合管成形基理的限制,要使外基管處于彈性變形范圍,不均勻的外基管壁厚,使得批量生產(chǎn),在裝填 時(shí),用量上受到限制。藥量大了,瞬間沖擊波大,外基管易發(fā)生 變形,甚至不,使得結(jié)合力反而下降;藥量小了,沖擊力小,內(nèi)襯管達(dá)不到一次性充分塑性變形,導(dǎo)致雙金屬復(fù)合管結(jié)合力小。通常為0.5 MPa左右。由于爆炸成形工藝的特點(diǎn),導(dǎo)致內(nèi)襯管軸向方向向內(nèi)收縮。為了保證管口整圓,不得不進(jìn)行二次校正。 不銹鋼復(fù)合管的壓力是比較大的,而且它不容易變形,色澤又是比較光亮的,對于不銹鋼復(fù)合管的各種的耐磨性能比較好,各種的應(yīng)用都是比較廣泛的。不銹鋼復(fù)合管雖然是比較堅(jiān)固,也是比較耐用,但是它在使用中還是出現(xiàn)了很多的問題的,比較常見的就是不銹鋼復(fù)合管變形,在護(hù)欄和欄桿上是能看出來的,常見的不銹鋼變形是一個(gè)比較重要的問題,也是影響使用和形象的一個(gè)比較重要的因素之一。
欄【熱鍍鋅立柱】源頭工廠量大優(yōu)惠")
欄【熱鍍鋅立柱】源頭工廠量大優(yōu)惠")
欄【熱鍍鋅立柱】源頭工廠量大優(yōu)惠")
欄【熱鍍鋅立柱】源頭工廠量大優(yōu)惠")
不銹鋼復(fù)合管具有以下優(yōu)點(diǎn): 不生垢、不結(jié)瘤、耐腐蝕在鋼管內(nèi)復(fù)合薄壁不銹鋼管,不銹鋼管的材質(zhì)為“GB12771-2000流體輸送用不銹鋼焊接鋼管”規(guī)定的0Cr18Ni9(美國標(biāo)準(zhǔn)為AISI304),由于鋼中含有18%的鉻,在使用過程中管道內(nèi)壁形成一層極薄的氧化鉻薄膜,該薄膜阻止金屬繼續(xù)氧化,故不銹鋼有很強(qiáng)的耐腐蝕性能,http://www.sdsgg.com/不僅能承受水和空氣的腐蝕,而且可以承受弱酸弱堿的腐蝕。外復(fù)不銹鋼管的厚度有0.4-1.2毫米,而鍍鋅鋼管的鍍鋅層厚度僅為0.07毫米,厚度相差5.7-17倍,不銹鋼的耐腐蝕性和致密性又強(qiáng)于鍍鋅鋼管鍍鋅層。所以,內(nèi)襯不銹鋼復(fù)合鋼管在使用過程中不用擔(dān)心因內(nèi)壁銹蝕產(chǎn)生結(jié)垢、結(jié)瘤而使內(nèi)孔縮小。 可以焊接 3.1內(nèi)襯不銹鋼復(fù)合鋼管之間可以采用焊接。焊接工藝可參照GB/T13148-1991“不銹鋼復(fù)合鋼板焊接技術(shù)條件”。3.3 焊前應(yīng)采用機(jī)械方法及有機(jī)溶劑,焊縫表面和焊接坡口兩側(cè)至少各20mm范圍內(nèi)的油污、銹跡、金屬屑、氧化膜及其他污物。3.4 焊條采用GB/T983 “不銹鋼焊條”規(guī)定的A302(E309)焊條規(guī)格為Φ3.2. 3.5 焊接方法采用手工電弧焊;對要求較高的焊縫可以采用鎢極氬弧焊打底,在接近碳鋼部位用手工電弧焊,或者全部采用鎢極氬弧焊。采用鎢極氬弧焊時(shí),焊絲采用同E309相同成分的A302焊絲。 焊接設(shè)備焊接設(shè)備應(yīng)滿足焊接工藝要求,并符合有關(guān)設(shè)備標(biāo)準(zhǔn)的規(guī)定。采用手工電弧焊時(shí)采用直流電焊機(jī)。3.6 焊接程序先焊復(fù)材(不銹鋼管),再焊過渡層, 焊基材(碳鋼管)。3.7 焊接要求復(fù)材焊縫表面應(yīng)盡可能與復(fù)材表面保持平整、光順。焊接過渡層時(shí),要在保證熔合良好的前提下,盡量減少基材金屬的熔入量,即降低熔和比。為此應(yīng)采用較小直徑的焊條或焊絲,及較小的焊接絲能量。對接焊縫的余高應(yīng)不大于1.5mm。
欄【熱鍍鋅立柱】源頭工廠量大優(yōu)惠")
欄【熱鍍鋅立柱】源頭工廠量大優(yōu)惠")
欄【熱鍍鋅立柱】源頭工廠量大優(yōu)惠")
點(diǎn)擊查看聚晟護(hù)欄制造(銅川市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】