聯系我們

【襯膠管道】_鋼襯塑管道實力優品
更新時間:2025-05-25 15:58:23 ip歸屬地:南陽,天氣:小雨轉晴,溫度:14-28 瀏覽次數:8 公司名稱: 縱橫機械制造有限公司(南陽分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 155 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家/產地 | 縱橫機械/洛陽 |
| 主要材料 | 橡膠 |
| 生產工藝 | 熱硫化或冷粘 |
| 產品規格 | 按要求訂做 |
| 斷裂強度 | 17 |
| 扯斷伸長率 | 550 |
| 襯里硬度 | 60±5 |
| 定伸應力 | 10 |
| 剝離強度 | 7 |
| 磨耗減量 | 0.1 |
| 應用領域 | 礦山、電力、冶金、化工等 |
| 連接方式 | 法蘭連接 |
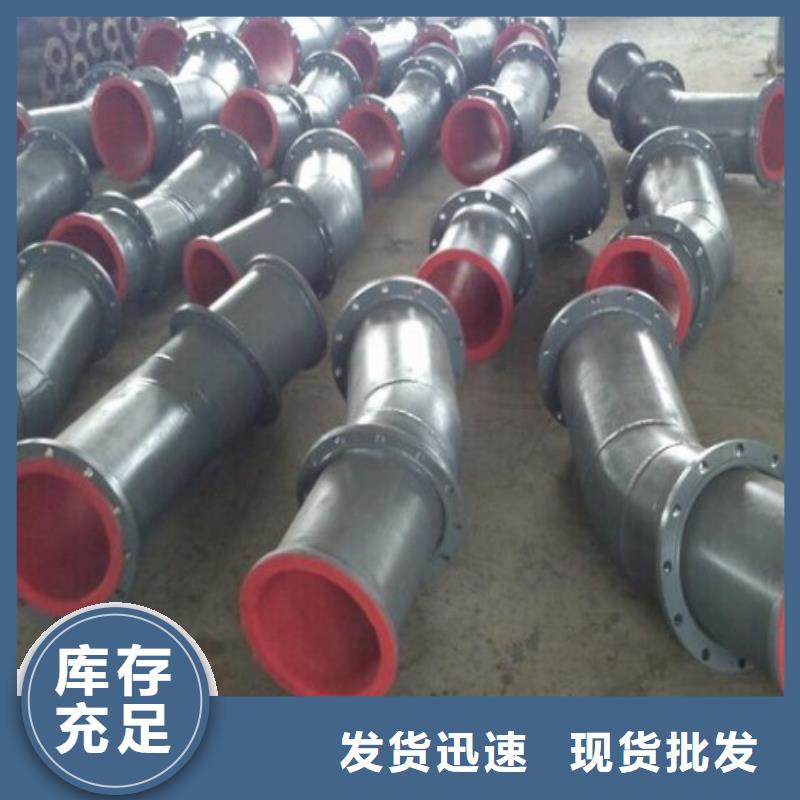






鋼襯塑的詳細介紹
規格多樣嚴選好貨

縱橫機械制造有限公司(南陽分公司)擁有著雄厚的科研力量和完善的經營管理體制。公司主營產品 鋼襯塑。我們將以市場為導向,以科技為動力,不斷提高企業綜合競爭能力,大力開發和利用具有國際先進水平的高新產品,以的管理水平、優質的服務、優惠合理的價格,竭誠為顧客服務!公司秉承“平等、誠信、合作、發展”的經營理念,誠摯歡迎新老客戶前來指導工作、洽談業務。

縱橫機械制造有限公司(南陽分公司)
從事鋼襯塑行業多年品質值得信賴


硫化制造技術要求:
1)安裝硫化封頭后:
密封面的襯膠層及密封圈須用模壓硫化工藝生產。不應有徑向貫通劃痕。
硫化封頭密封性好,須能保壓0.6MPa以上。
2)硫化三要素:
按照作業指導書規定時間、溫度、壓力硫化,硫化工作必須嚴格依照材料的硫化曲線進行操作。
3)內襯固化后:
固化橡膠檢驗和接收后,緊接著要進行修整。應當磨去瑕疵和表面雜質以得到光滑、規整的表面。
粘接強度硫化試樣及檢驗:
為了質量控制之目的,應隨同正在安裝內襯的高壓蒸氣負載的管子準備一個襯有橡膠并且粘接同一批次生膠板,備用檢測粘接強度。粘接強度大于12KN/m,檢驗方法按GB/T 15254-2014 《硫化橡膠與金屬粘接180°剝離試驗》的規定執行。
外防腐技術要求(根據甲方要求實施)
1)鋼管外壁處理
鋼材表面油污,采用噴砂除銹,達到Sa 2.5級(SSPC稱近白級),Sa 2.5級正式名稱為:“非常徹底的噴射或拋射除銹”,其定義為:鋼材表面應無可見的油脂、污垢、氧化皮、鐵銹和油漆涂層等附著物,任何殘留的痕跡應僅是點狀或條紋狀的輕微色斑。
2)三油兩布,定型膠、刷膠、纏帶。
3)GB 50268和SY/T 0447的要求,對防腐層進行外觀、厚度、漏點和粘結力檢驗。外觀、厚度、漏點應在防腐層實干后、充分固化前檢驗,粘結力可在實干或固化后檢驗