

更新時間:2025-02-15 07:05:38 瀏覽次數:1 公司名稱: 太鋼旭昇金屬材料銷售有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 27 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家 | 鞍鋼 東北特鋼 |
| 規格 | 齊全 |
| 加工 | 切割 |
| 數量 | 充足 |
| 運費 | 電議 |





太鋼旭昇金屬材料銷售有限公司堅持“開拓進取、拼搏奉獻、追求卓異、爭創優良”的精神,以更高質量 黑龍江綏化精密毛細不銹鋼管和管理水平為客戶提供滿意 黑龍江綏化精密毛細不銹鋼管產品和服務,與廣大客商真誠合作、共同發展、攜手共創建筑防水新天地。

太鋼旭昇金屬材料銷售有限公司
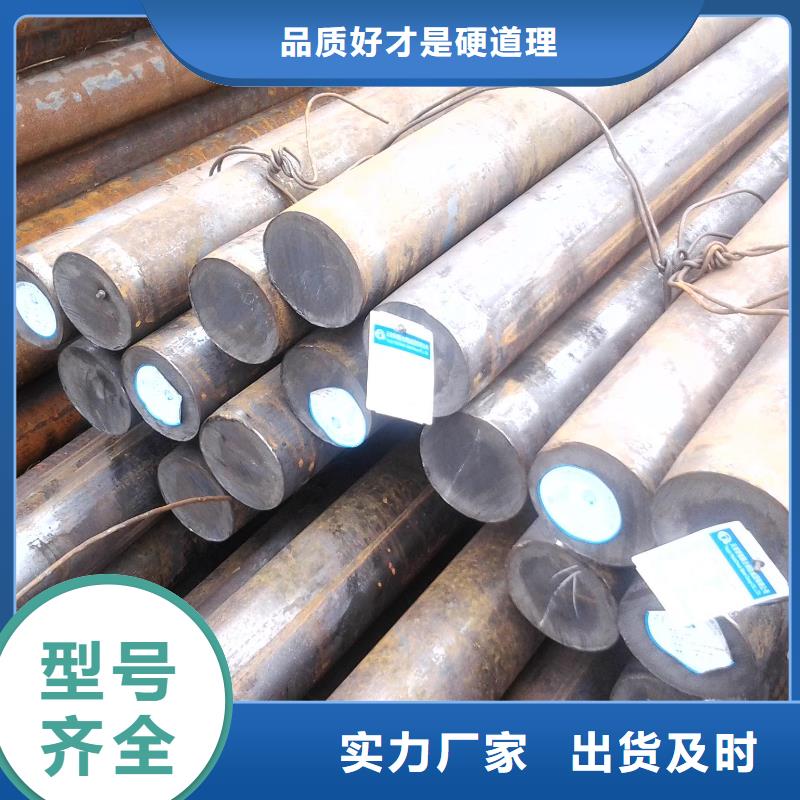
從事綏化精密毛細不銹鋼管行業多年品質值得信賴


40cr圓鋼焊接工藝:
根據40Cr圓鋼的焊接特點及其技術要求,做好以下幾點。
1、預熱與點固焊。
用大號氣焊槍對焊接位置預熱,但預熱溫度不宜過高,大約200。C即可。然后用≠3.2結507電焊條,焊接電流100A進行點固焊,焊點要長一些。
2、采用多層、多道焊法,以減緩焊縫及熱影響區的冷卻速度,防止產生淬硬組織。
3、采用短弧焊,焊條作小劃圈擺動。收弧要慢,弧坑要填滿,每焊完一遍要認真清理焊渣。檢查確無氣孔、裂紋、夾渣等缺陷后,再焊接下一道。
4、每層焊道接頭之間要錯開30mm以上。整個施焊過程均為連續焊接,不得中斷,表面焊縫不得咬肉,要高出主軸平面2~3mm,以保證加工后的使用強度和光潔度。
40cr圓鋼焊接注意事項:
1、焊接時不要在主軸焊口外側亂引弧和熄弧。
2、焊接場所要在室內,不要在風口處焊接。
3、焊后立即用大號氣焊槍把焊口溫度加熱到400℃以上,再隨室溫冷卻。然后劃線找正,在機床上按原尺寸加工。