

貨快速采購")
貨快速采購")
貨快速采購")
貨快速采購")
貨快速采購")
貨快速采購")
工藝特點
1.擁有專業(yè)的薄膜貼覆技術;
2.采用采光板專用短切氈;
3.成型區(qū)采用分區(qū)溫控,自動調節(jié)技術。
4.邊切采用無水無塵邊切割技術。
5.擁有空氣凈化、除塵、廢料回收等環(huán)保設備。
6.生產(chǎn)標準化:公司通過ISO9001認證,產(chǎn)品符合GB/T14206-2005標準。
7.生產(chǎn)能力:天恩擁有兩條生產(chǎn)線,單條生產(chǎn)線每分鐘生產(chǎn)達6 m/分鐘以上,日產(chǎn)能達12000米。
貨快速采購")
貨快速采購")
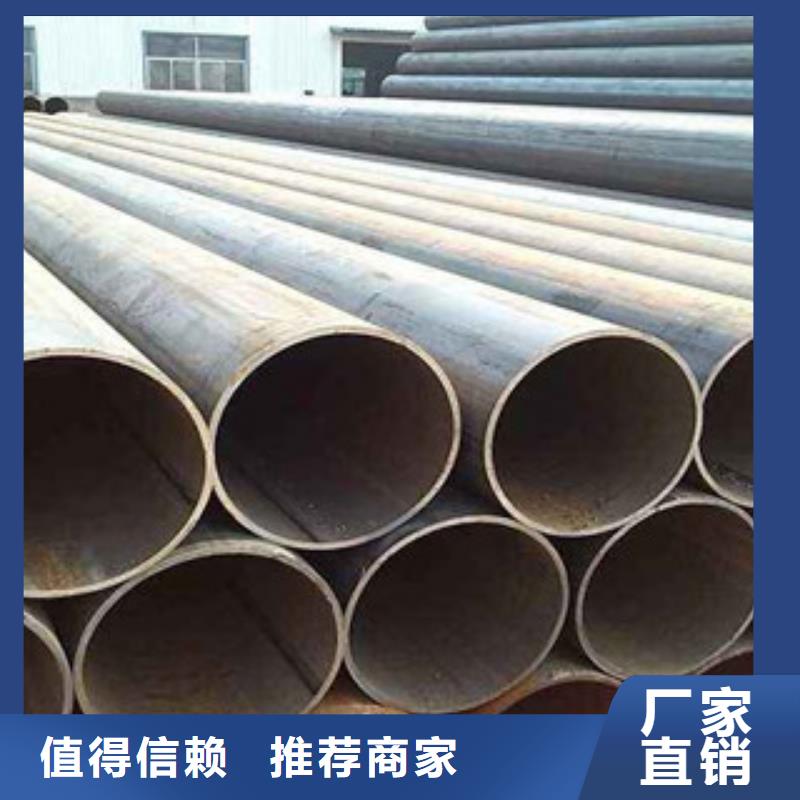
直縫焊管的成型工藝分類與成型質量控制
直縫電焊鋼管以帶鋼為原料,通過一組成型機架連續(xù)成型為管狀,然后用電阻加熱或感應加熱使帶鋼邊緣部位處于熔融狀態(tài),在壓力的作用下將接縫焊合而得到鋼管。它能生產(chǎn)的產(chǎn)品 為Dmax<660.4mm,Smax<16mm,D/S>100。連續(xù)輥式成型是將管坯在具有一定軋輥孔型的多機架軋機上進行連續(xù)塑性彎曲而成管筒狀,是一種應用廣泛、優(yōu)質的中、小口徑電焊管成型方法。
(1)軋輥對帶鋼成型中縱向的拉伸作用小,使邊部拉伸處于小狀態(tài)。
(2)立輥組可以用來成型各種規(guī)格的管材而不必換輥,共用性好。
(3)立輥組均為被動輥,摩擦消耗小,故成型所需功率小。
貨快速采購")
貨快速采購")
貨快速采購")
鋼興鋼管
有限公司十分注重 山西太原20G無縫鋼管產(chǎn)品質量,始終堅持以質量求生存、以信譽求發(fā)展的經(jīng)營宗費時,積累了多年專業(yè)制造生產(chǎn) 山西太原20G無縫鋼管的經(jīng)驗,不斷完善管理制度,超越自我,不斷追求 山西太原20G無縫鋼管產(chǎn)呂的完美而不懈努力!我們可以根據(jù)您的需求定制、設計等一系列服務。
鋼興鋼管
有限公司真誠期 待為您創(chuàng)造更多的空間,攜手共進,共創(chuàng)輝煌!
貨快速采購")
貨快速采購")
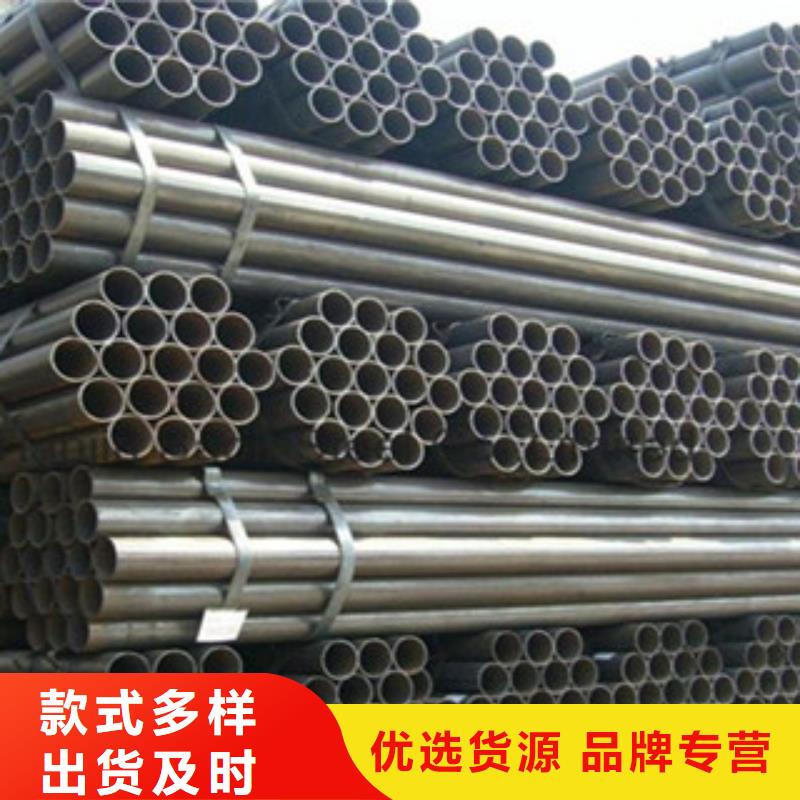
大直縫焊管機組的生產(chǎn)原料主要是中厚板軋機生產(chǎn)的寬鋼板(除小于600mm的鋼管可用熱連軋機生產(chǎn)的鋼板外),要求供應優(yōu)質鋼板。油氣輸送管線用鋼管在強度、韌性、焊接性能、耐H2S腐蝕等方面需要有較高的性能,一般采用低碳合金控軋鋼板因此,要求中厚板廠具有先進的冶煉設備(尤其是精煉設備)和具有完善控軋性能的寬板軋機,生產(chǎn)出X60~X75或更高鋼級的熱軋寬鋼板,供給大直縫焊管機組作原料,這樣才能生產(chǎn)出符臺API標準的管線鋼管,滿足管道工業(yè)建設和發(fā)展的需要。
CFE(排輥成型)工藝排輥成型有全排輥成型和半排輥成型之分。所謂半排輥成型就是只將一般輥式成型機中傳動輥機架(即平輥機架)之間的空轉輥用成排小輥代替以改善成型條件。小輥可以調整位置,適用一定范圍的鋼管尺寸,不必更換。而全排輥成型則是除了留下一一般輥式機中 架傳動輥機架外,其他機架全部代以小排輥、小輥,特別是外面的小輥,可適用于所有的鋼管,不必更換,所以這種方法對提高生產(chǎn)率有利。
貨快速采購")
貨快速采購")
貨快速采購")