






分析一下型材拉彎工藝的重點(diǎn)是什么所有的拉彎廠家以及拉彎型材的顧客都知道,拉彎便是把金屬板材、管材和型材曲折成一定曲率、形狀和尺度的工件的沖壓成形的工藝。到目前為止,拉彎這項(xiàng)技能在各種高壓容器。鍋爐汽包、鍋爐爐管、船體的鋼板及骨肋、各種器皿、儀器儀表構(gòu)件以及箱柜鑲條等的制造中發(fā)揮著重要作用。那拉彎工藝的要害因素是什么呢?型材拉彎廠相關(guān)技能專家經(jīng)過多年的潛心研究與創(chuàng)新,總結(jié)出挑選合適的加工參數(shù)是拉彎成形工藝的要害要素。確認(rèn)拉彎工藝參數(shù)首先要考慮的便是這兩個(gè)方面。一是拉彎斷裂,一是截面尺度變形量過大。別的,在收邊拉彎加工中,加工參數(shù)挑選不妥會(huì)在腹板上產(chǎn)生失穩(wěn)起皺的現(xiàn)象,這也是需要考慮的重要因素。
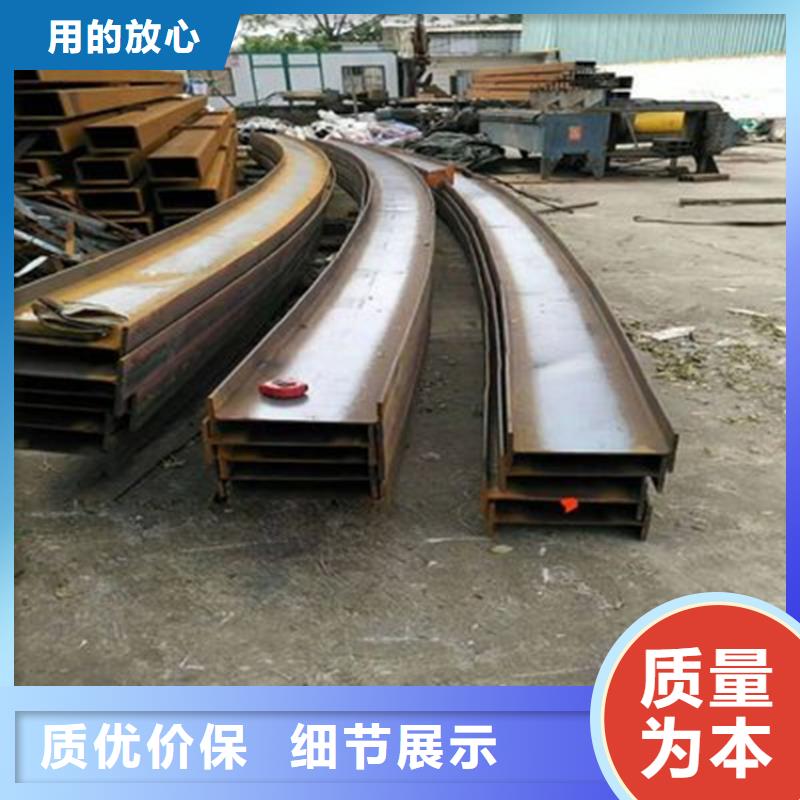
型材拉彎在彎管加工過程中會(huì)有多種辦法,在必定程度上,依據(jù)其曲折成形方式可分為滾彎、壓彎、推彎和繞彎,按曲折時(shí)是否運(yùn)用模具可以分為模彎和無模彎;依據(jù)曲折過程中是否存在芯棒可分為有芯彎和無芯彎,依據(jù)是否加熱是否可以分為冷彎和熱彎。近年來,也出現(xiàn)了新的彎管工藝,如零半徑曲折、中頻感應(yīng)曲折、熱應(yīng)力曲折和激光成形曲折等。彎管加工主要是選用三輥輪對管材進(jìn)行曲折加工的辦法,對彎管半徑有必定的要求,在操作中非常適用于大曲率半徑的厚壁管件,而對于小半徑曲折則無能為力。軋制曲折辦法和作業(yè)原理與中厚板軋制基本相同,但用于彎管的軋輥具有與管坯橫截面形狀共同的作業(yè)表面。曲折時(shí),只有改變主輥與從輥之間的空隙,才能完成各種曲率半徑的曲折。其中,滾輪是主動(dòng)輪,其余兩個(gè)是從動(dòng)輪。這種辦法特別適用于曲折環(huán)或螺旋管件。彎管需求依照有關(guān)標(biāo)準(zhǔn)和規(guī)定加工,不管彎管的高度怎么,都不答應(yīng)不穩(wěn)定。加工彎管的材料需求合格、變形、開裂以及曲折管架、連接器和緊固件的其他缺陷,嚴(yán)禁運(yùn)用彎管的緊固件,不得焊接連接件。
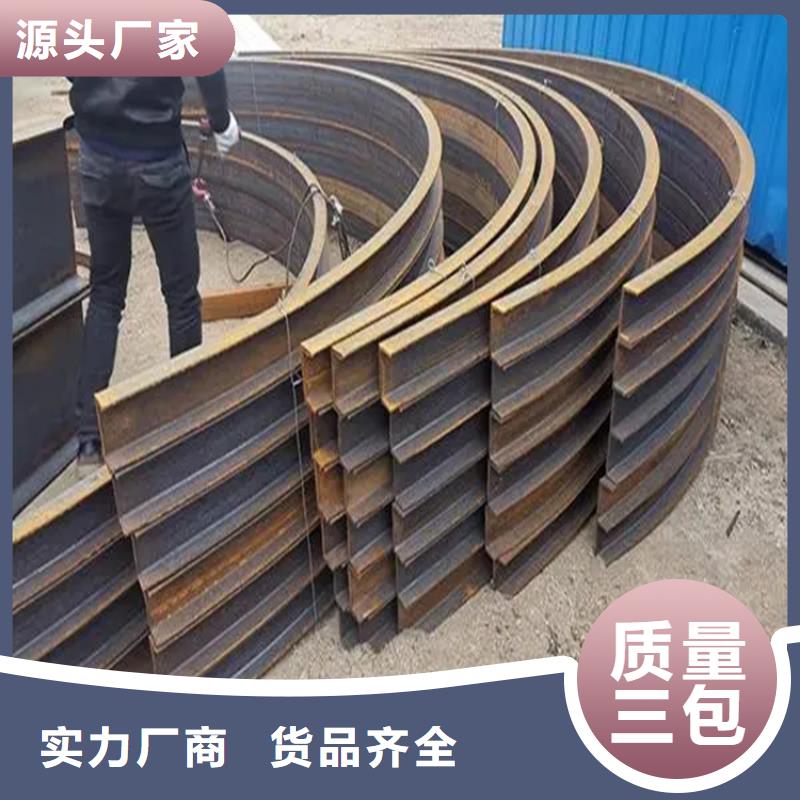
關(guān)于型材拉彎加工廠的應(yīng)用介紹型材拉彎加工廠型材因?yàn)槠淞己玫臋C(jī)械性能而廣泛應(yīng)用于航空和汽車工業(yè)中。型材拉彎加工廠型材拉伸曲折是指將型材預(yù)拉伸到資料的屈從限,在堅(jiān)持的軸向張力的同時(shí)進(jìn)行加載和曲折,型材拉彎廠使其進(jìn)入模具的凹槽并成形的曲折進(jìn)程。在曲折進(jìn)程中,施加軸向拉力以戰(zhàn)勝內(nèi)側(cè)起皺,截面應(yīng)力分布,減少回彈,進(jìn)步成形精度。這是型材型材拉彎中需求解決的首要問題之一。在拉伸曲折件的生產(chǎn)進(jìn)程中,依據(jù)拉伸曲折件的外形規(guī)劃,得到拉伸曲折模具的形狀。即使軸向張力在技術(shù)規(guī)范規(guī)定的殘余應(yīng)變下盡可能地增加,因?yàn)樾筒牧慵南鄬Υ蟮那郯霃剑匀淮嬖跀?shù)量的回彈。拉伸曲折的曲率仍然很小,所以拉伸后需求進(jìn)行校準(zhǔn)。在型材的拉伸曲折進(jìn)程中,中性層以下的部分遭到縱向緊縮應(yīng)力,徑向和寬度方向也遭到緊縮應(yīng)力。在三維壓應(yīng)力作用下,容易發(fā)生縱向縮短變形和徑向增稠變形,嚴(yán)重時(shí)會(huì)產(chǎn)生起皺現(xiàn)象。貴陽型材拉彎廠型材的拉伸曲折首要是指在預(yù)拉伸到資料屈從限并堅(jiān)持的軸向張力之前,型材被加載和曲折的曲折進(jìn)程,從而將它們壓入模具的空腔中構(gòu)成。
一起來了解一些型材拉彎知識(shí)型材拉彎便是方管通過加工之后變成的一種產(chǎn)品,方管,它的外形便是有點(diǎn)像立體的長方形,可是里邊是空心的,是鋼鐵制造而成的,是要通過好多道的工序之后才加工而成的,后才成為了咱們現(xiàn)在看到的產(chǎn)品。它的制造的資料并不僅僅是只有鋼材,被的一些資料也是能夠制造而成的。型材拉彎的這種方管是空心的,所以,在通過拉彎機(jī)進(jìn)行拉彎的時(shí)分,事比較簡單拉,它不像實(shí)心的那些鋼材制造出來的產(chǎn)品,用來拉彎是比較的費(fèi)力的。拉彎,從字面上的意思我們就有可能會(huì)想到便是運(yùn)用機(jī)器來把一些鋼材進(jìn)行彎折的處理。也便是改動(dòng)它的形狀,變成了別的的一種產(chǎn)品,可是它的實(shí)質(zhì)是沒有發(fā)生改動(dòng)的。這種拉彎的話他的精準(zhǔn)的度數(shù)是比較的高的,一旦成型之后就不能夠在進(jìn)行改動(dòng)的,它要拉彎的度數(shù)都是事先就已經(jīng)是方案好了的。拉彎的時(shí)分是要根據(jù)尺度來進(jìn)行拉彎的,拉彎之后是不會(huì)反彈的,反彈便是指拉好之后彎度會(huì)有所改動(dòng)。產(chǎn)品在通過拉彎之后它的厚度是會(huì)有一些的改動(dòng)的,在沒有通過拉彎的時(shí)分它的厚度是比較的厚的。
