

產品詳細介紹

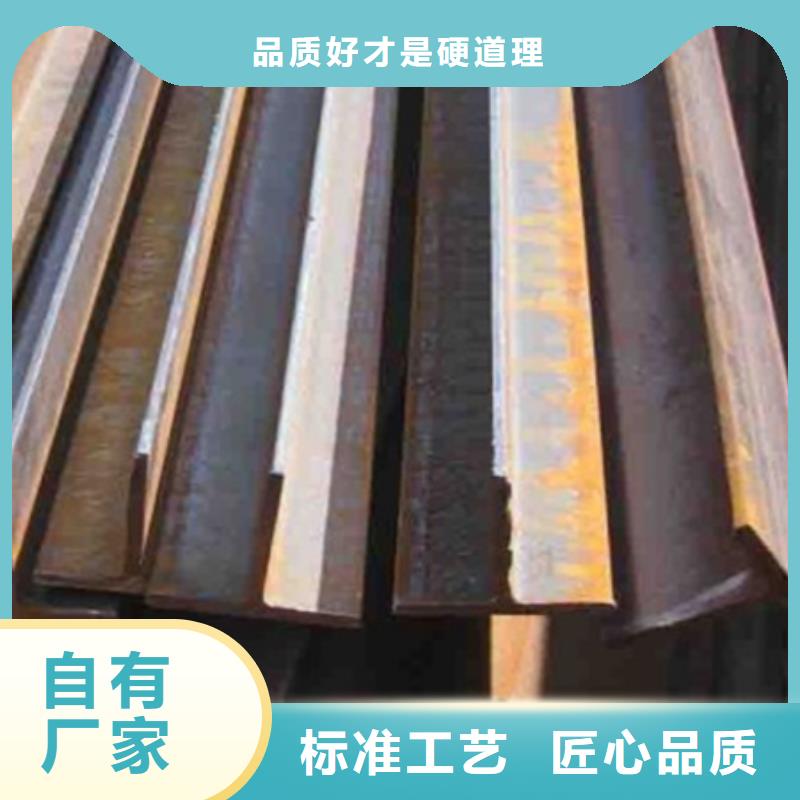
焊接T型鋼:用鋼板條拼焊而成,焊接工藝份兩種,板厚10MM以內多選擇高頻焊接,10MM以上一般應用埋弧焊接。
熱軋T型鋼:用鋼坯加熱后,用軋機一次軋制成型,目前國內僅限于100*100以下小規格。剖分T型鋼鋼:用成品H型鋼剖切而成,這種工藝在國內較普遍。冷拉T型鋼:用冷拉設備拔制而成,表面光滑精度高,單一般是用大規格拔成小掉點的規格,范圍100*100以內較多。
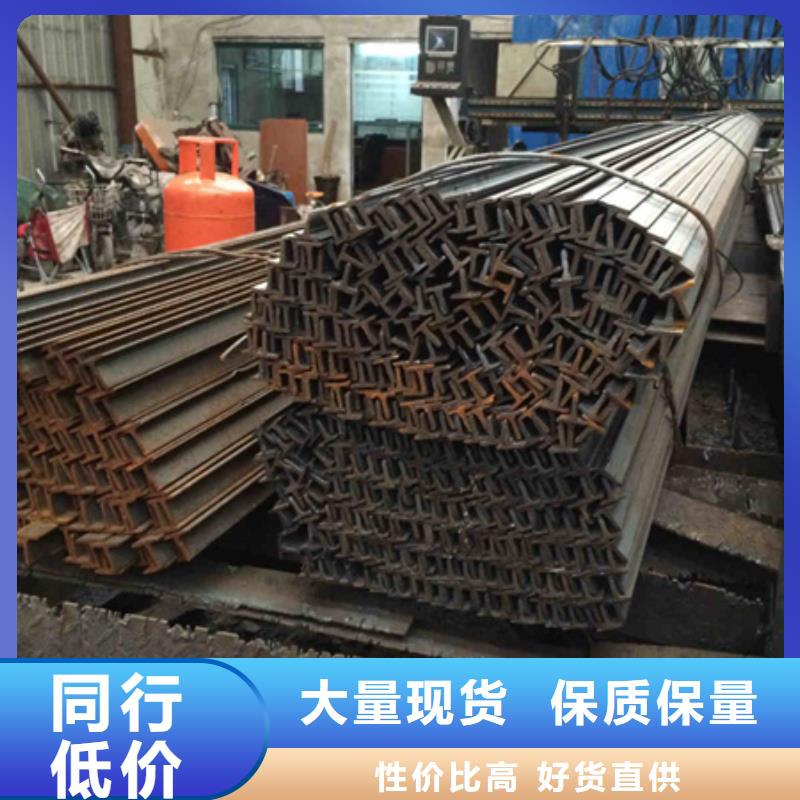
以上四中加工分數都是可以生產T型鋼,產品質量的要數冷拉T型鋼,尺寸,誤差小,但是受數量影響,一般采用熱軋T型鋼的比較多,熱軋T型鋼市場占有也高,規格多在100毫米一下,大規格的T型鋼一般采用焊接T型鋼和剖分T型鋼。
熱軋T型鋼是用鋼坯通過加熱,再用軋機軋制成型,產品一次成型沒有拼接縫隙,是 生產工藝之一,但有規格范圍限制,很多規格無法實現;剖分T型鋼是用現有型鋼如H型鋼、工字鋼等通過切割剖分而成,其工藝雖說簡單但是要解決好變形問題必須具備一定的技術手段及專用設備才能實現,受原材料的限制,有一定的規格范圍;冷拉T型鋼是通過冷拉設備將毛坯料經模具拉拔而成,其表面光滑精度高,一般用于電梯配件及滑軌,受條件限制目前僅限于100*100以內規格;焊接T型鋼是用條形鋼板拼裝焊接而成,其不受規格限制,一般用于鋼結構及造船行業。
小規格T型鋼防腐品一、保證涂層質量這一點是很重要的,若是質量不達標可能會造成反銹、裂紋等問題產生,小規格T型鋼的品質也因此下降。二、涂刷過程中存在不達標的操作1、涂刷并不是一次性完成的,它往往會分為底漆與面漆兩個過程,若是搞錯了其中的細節則會產生質量隱患。底漆與面漆的涂刷遍數與厚度都是有相應的規定的,在施工過過程中要按標準形式。比較的話遍數的規定要比規定的少。有些小規格T型鋼廠家為了節省成本還會做出這種事:在計算施工預算時以標準的涂刷遍數與厚度進行,但在實際的施工過程中卻減少材料應用。雖然這確實能達到節省成本的目的,但涂層的性能也因此減弱,設置形同虛設。2、流程混亂目前還沒有統一的涂刷流程,有些會在先進行底漆與面漆的涂刷,在施工完成后在進行吊裝,運輸。這種方法雖然比較省事,但是后續的操作會時面漆不可避免的遭到破壞,只能在安裝現場重新修補。修補的面漆不論是質量還是色調都不會與原本的完全相似。雖然初衷是省事可是卻同時浪費了成本與工時,得不償失。質誤區
熱軋T型鋼的表示方法:T型鋼代號與H型鋼相對應,采用TW、TM、TN分別表示寬翼緣T型鋼、中翼緣T型鋼和窄翼緣T型鋼,其表示方法亦與H型鋼相同。焊接T型鋼:用鋼板條拼焊而成,焊接工藝份兩種,板厚10MM以內多選擇高頻焊接,10MM以上一般應用埋弧焊接。
熱軋T型鋼:用鋼坯加熱后,用軋機一次軋制成型,目前國內僅限于100*100以下小規格。剖分T型鋼鋼:用成品H型鋼剖切而成,這種工藝在國內較普遍。冷拉T型鋼:用冷拉設備拔制而成,表面光滑精度高,單一般是用大規格拔成小掉點的規格,范圍100*100以內較多。
以上四中加工分數都是可以生產T型鋼,產品質量的要數冷拉T型鋼,尺寸,誤差小,但是受數量影響,一般采用熱軋T型鋼的比較多,熱軋T型鋼市場占有也高,規格多在100毫米一下,大規格的T型鋼一般采用焊接T型鋼和剖分T型鋼。