


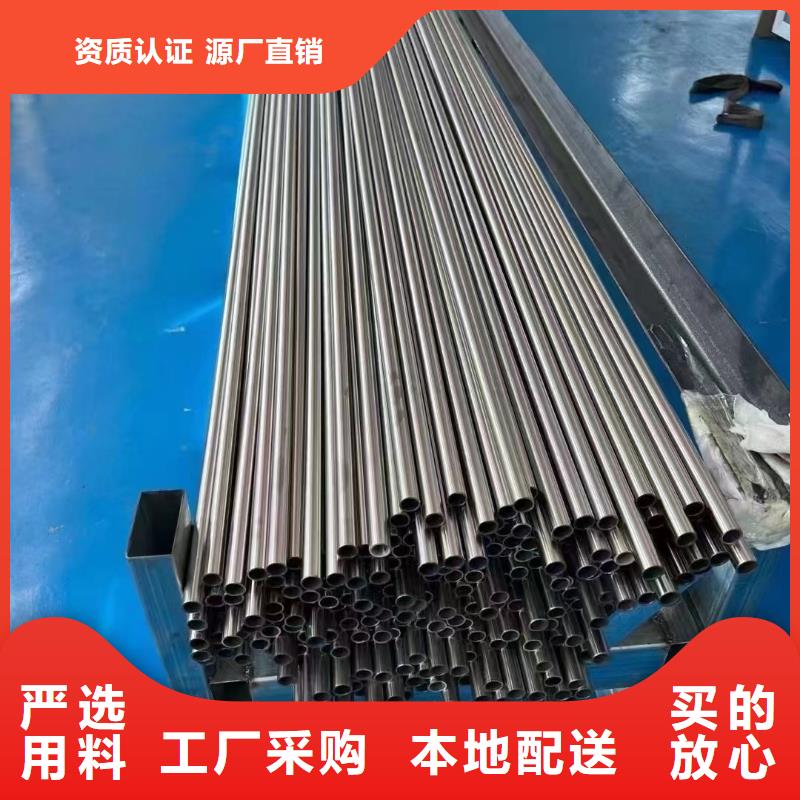




無氧退火精密光亮無縫鋼管
精密鋼管表面處理工藝:
1、精密鋼管除油脫脂
精密鋼管的表面在進行鈍化和酸洗處理前,必須先進行除油脫脂工藝處理,還必須在進行脫脂處理行進一步組件經過焊接,以避免拾取器在高溫下的碳。
2、精密鋼管管鈍化
鈍化工藝只能處理表面精密的精密鋼管和不銹鐵,精細亮光管鈍化的首要目的就是避免精密鋼管表面氧化和被腐蝕。
精密鋼管表面處理工藝有哪些?
3、精密鋼管酸洗
精密鋼管酸洗處理的意圖是以除掉高溫焊接熱處理或熱加工后精密鋼管外表的氧化皮。也能達到紅銹腐蝕的鋼或鐵或鋼顆粒污染物的目的。但是酸洗需注意酸洗后要及時清潔精密鋼管表面的酸液否則鋼管表面很快會開始生銹腐蝕。導致在下面的鋼管表層的耐腐蝕性下降。
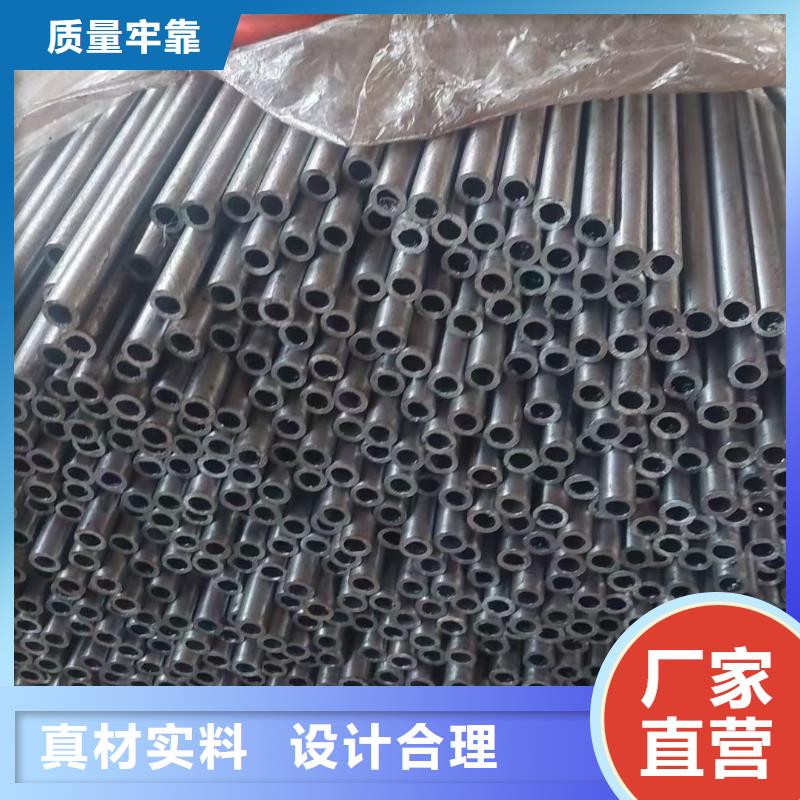
無氧退火精密光亮無縫鋼管
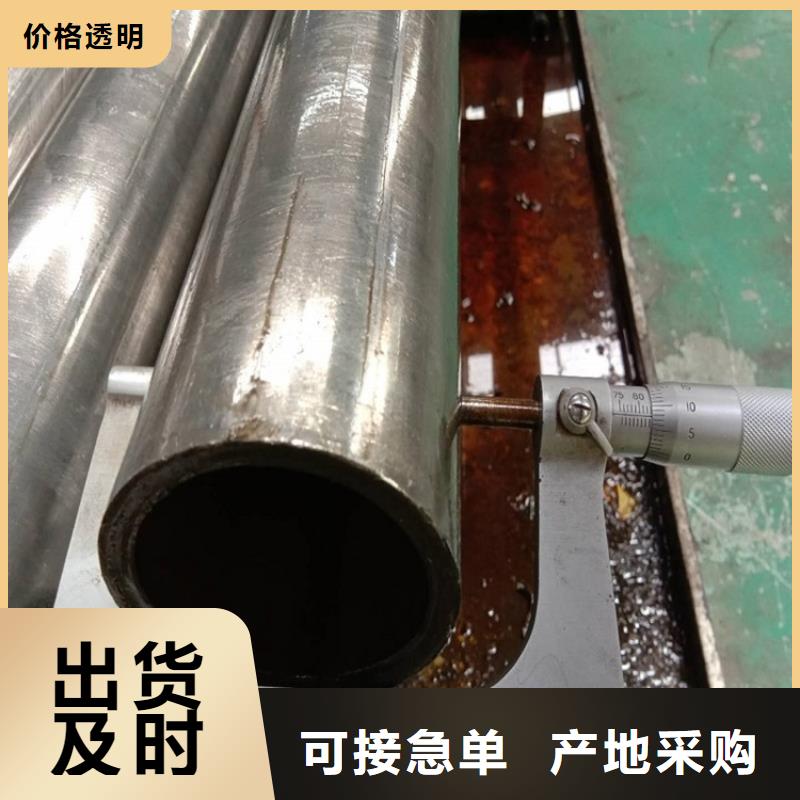
20#精密鋼管的同心度如何控制
20#精密鋼管如果同心度控制不好,客戶在使用過程中會出現加工不起來的現象,造成浪費。 一般20#精密鋼管的同心度和壁厚有很大關系。
相對來說,壁厚越厚,同心度的控制難度越大。壁厚10mm 以上的20#精密鋼管一般同心度要達到正負1mm .客戶在采購過程中需要注意這個問題。
壁厚越厚,同心度越難控制,這是因為原材料管坯的壁厚就會偏壁,所以冷軋出來后,還是會偏壁。
一般壁厚3-6mm 之間的20#精密鋼管,同心度可以達到正負0.1mm . 這是大部分客戶可以接受的范圍。
無氧退火精密光亮無縫鋼管
精密光亮管是一種通過精拔或冷軋處理后的一種高精密的鋼管材料。由于精密光亮管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓 元件的產品,如氣缸或油缸,可以是無縫管,也有焊接管。精密光亮管的化學成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。
精密鋼管是近幾年出現的產品,主要是內孔、外壁尺寸有嚴格的公差及粗糙度。依據生產工藝分冷拔精密鋼管和熱軋精密鋼管,冷拔精密鋼管的特點 外徑更小,精度高可做小批量生產,冷拔成品精度高,表面質量好,鋼管橫面積更復雜,鋼管性能更優越,金屬排列緊密。熱軋精密鋼管后的區別 熱軋精密鋼管用連鑄圓管坯板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。將直發卷經切頭、切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂熱軋酸洗板卷。
無氧退火精密光亮無縫鋼管
我國GB的標準鋼號是40Cr、德國DIN標準材料編號1.17035/1.7045、德國DIN標準鋼號41Cr4/42Gr4、英國EN標準鋼號18、英國BS標準鋼號41Cr4、法國AFNOR標準鋼號42C4、法國NF標準鋼號38Cr4/41Cr4、意大利UNI標準鋼號41Cr4、比利時NBN標準鋼號42Cr4、瑞典SS標準鋼號2245、美國AISI/SAE/ASTM標準鋼號5140、日本JIS標準鋼號SCr440(H)/SCr440、美國AISI/SAE/ASTM標準鋼號5140、國際標準化組織ISO標準鋼號41Cr4。這種鋼經調質后用于制造承受中等負荷及中等速度工作的機械零件,如汽車的轉向節、后半軸以及機床上的齒輪、軸、蝸桿、花鍵軸、 套等;經淬火及中溫回火后用于制造承受高負荷、沖擊及中等速度工作的零件,如齒輪、主軸、油泵轉子、滑塊、套環等;經淬火及低溫回火后用于制造承受重負荷、低沖擊及具有耐磨性、截面上實體厚度在25mm以下的零件,如蝸桿、主軸、軸、套環等;經調質并高頻表面淬火后用于制造具有高的表面硬度及耐磨性而無很大沖擊的零件,如齒輪、套筒、軸、主軸、曲軸、心軸、銷子、連桿、 螺釘、螺帽、進氣閥等。此外,這種鋼又適于制造進行碳氮共滲處理的各種傳動零件,如直徑較大和低溫韌性好的齒輪和軸。40Cr精密鋼管屬于可氮化鋼,其所含元素有利于氮化。40Cr經氮化處理后可獲得較高的表面硬度,40Cr調質后氮化處理硬度 能達到HRA72~78,即HRC43~55。
40cr精密鋼管氮化工件工藝路線:鍛造-退火-粗加工-調質-精加工-除應力-粗磨-氮化-精磨或研磨。由于氮化層薄,并且較脆,因此要求有較高強度的心部組織,所以要先進行調質熱處理,獲得回火索氏體,提高心部機械性能和氮化層質量。軟氮化是活性氮化比較常用的是氣體氮化。
