

想要深入了解耐磨鋼板彈簧鋼板真實拍攝品質可靠產品的獨特之處嗎?我們的視頻將帶您踏上一段探尋之旅,從設計理念的誕生到精湛工藝的呈現,讓您感受產品的魅力與品質。
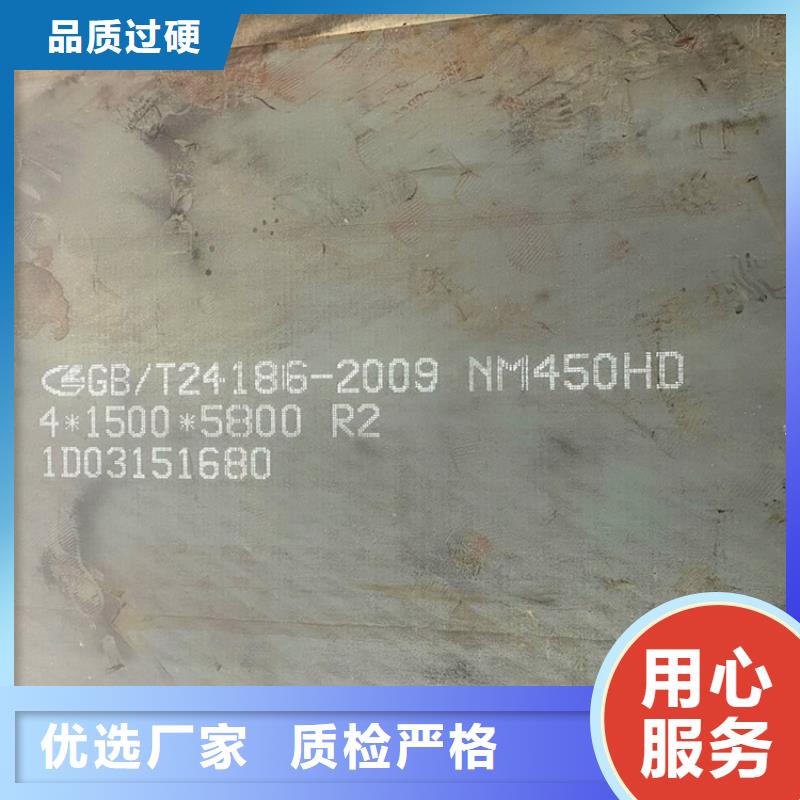
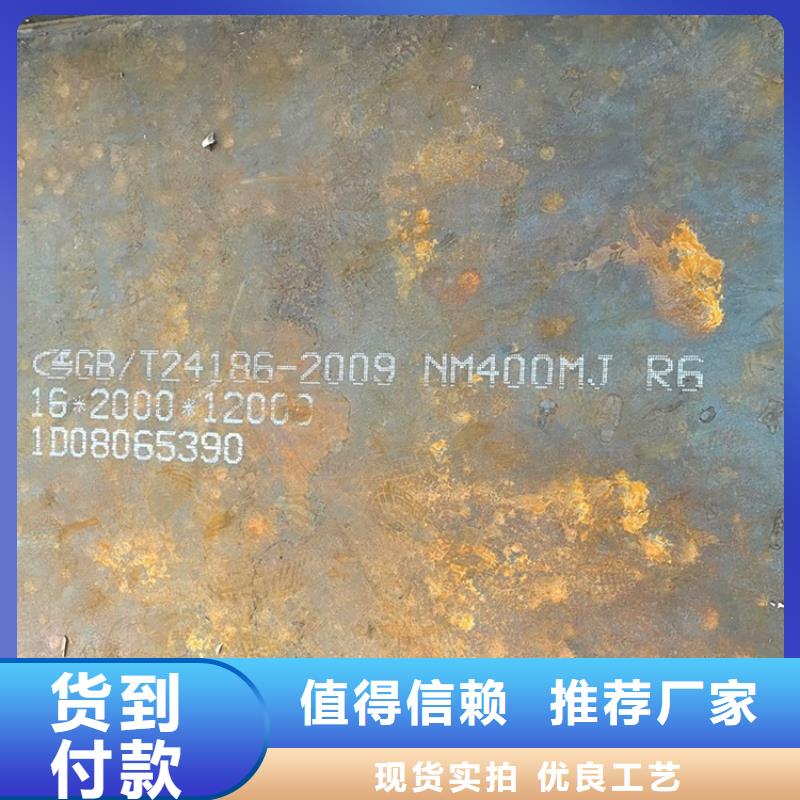
以下是:耐磨鋼板彈簧鋼板真實拍攝品質可靠的圖文介紹

山東中魯金屬制品有限公司坐落于當代國際大廈。我廠主要產品有: 河南平頂山猛板等各種產品。我司以好的售后服務,質量和信譽開拓新市場。以此來贏得廣大用戶的信賴和好評。我廠始終堅持開拓創新,精益求精,產銷量逐年增長,成為國內 河南平頂山猛板的先進企業。為進一步提高 河南平頂山猛板產品的質量,增加產品的附加值,公司堅持“用戶為先”以“優質產品優惠價格真誠合作”的宗旨為國內外客戶服務。


1。耐磨鋼板的用途:1)火電廠:中速磨煤機筒體襯板、風機葉輪窩殼、除塵器入口煙道、灰渣導管、斗輪機襯板、分離器連接管、碎煤機襯板、煤斗及破碎機襯板、燃燒器燒嘴、落煤斗及漏斗襯板、空預器支架護瓦、分離器導向葉片。以上部件對耐磨鋼板的硬度和耐磨強度要求不高,可采用材料制成NM360/400厚度6-10mm耐磨鋼板。2)煤場:給料槽及漏斗襯里、料斗襯里、風機葉片、推料機底板、旋風除塵器、焦炭導向器襯里、球磨機襯里、鉆頭穩定器、螺旋給料器時鐘及底座、揉捏機鏟斗襯里、環形給料機、翻斗車底板。煤場運行環境惡劣,對耐磨鋼板的耐腐蝕性和耐磨強度有一定要求。建議使用材料NM400/450 HARDOX400厚度8-26mm耐磨鋼板。3)水泥廠:滑槽襯里、末端襯里、旋風除塵器、粉末選擇機葉片和導向葉片、風扇葉片和襯里、回收斗襯里、螺旋輸送機底板、管道部件、熔塊冷卻盤襯里、輸送槽襯里。這些部件還需要更好的耐磨鋼板,可以用作材料NM360/400 HARDOX400厚度8-30mmd耐磨鋼板。4)裝載機械:卸料機鏈板、料斗襯板、抓斗刃板、自動翻斗車翻斗板、自卸車身。這需要耐磨強度和硬度高耐磨鋼板。建議使用材料NM500 HARDOX450/500厚度在25-45MM耐磨鋼板。5)礦山機械:礦物、石材破碎機襯板、葉片、輸送機襯板、擋板。這些部件需要很高的耐磨性,可用的材料是NM450/500 HARDOX450/500厚度在10-30mm耐磨鋼板。6)施工機械:水泥推料機齒板、混凝土攪拌樓、攪拌機襯板、除塵器襯板、磚機模板。材料為NM360/400厚度10-30mm耐磨鋼板。



耐磨鋼板焊接加工。焊接加工 耐磨鋼板通常采用藥皮保護電弧焊,二氧化碳氣體保護焊進行焊接,即可得到滿意的焊接接頭。手工電弧焊應選用低殘留潮氣的堿性焊條,必要時焊條應按廠家要求進行干燥處理。對實施高硬度鋼板焊接時,建議對鋼板進行預熱,預熱溫度可考慮一下建議值或參見焊接規范。注意:焊縫填充料應在構件承受載荷和焊縫承受磨損的許可范圍內,應盡可能的選擇軟的焊材(建議用ER50-6或者70KG高強焊絲),同時注意鋼板和構件預熱溫度必須避免超過200℃,以免出現硬度降低的現象。焊接工藝如下: 1、建議采用實心焊絲進行 MAG 焊接,焊接保護氣體為(15-25%) CO2 的富 Ar 氣體,氣體流量為 18-25l/min; 2、優先選用低氫焊接材料。手工焊條焊接時,優先選用堿性焊條; 3、盡可能減少焊縫數量;盡可能采用縱縫,盡可能不采用橫縫。焊接時盡量不擺動,采用多層多道焊接,焊接熱輸入建議不超過 10KJ/cm。 熱輸入量 Q= 板厚a/10; 4、坡口形狀優先選用 U 形,可減少母材融入焊縫金屬中的比例,降低焊縫中的含碳量,防止裂紋產生; 5、預熱有利于防止產生冷裂紋。整體預熱有困難時,可采用局部預熱;當室溫低于 0℃時建議預熱; 6、可選用常規焊材或高強焊材: 常規焊材:可用 50kg 級焊絲(如:有梁設計礦用車、焊縫不承載不耐磨) 高強焊材:用 70-80kg 級焊絲,焊絲級別的提高可大幅提高焊縫的疲勞強度(如:無梁礦車、焊縫承載、焊縫磨損) 碳素鋼、低合金鋼與不銹鋼焊材可以用于耐磨鋼的焊接,通常建議使用屈服強度不高于500MPa的碳素鋼和低合金“軟”焊材;如對焊縫強度、硬度等有較高要求也可使用強度較高的“硬”焊材。耐磨鋼板NM400-NM450-NM500-MN13,
