


文字或許能描繪翅片管刀組圖片產品的輪廓,但視頻卻能賦予它生命。每一幀都是一次全新的體驗,每一次點擊都是一次心靈的觸動。快來觀看,讓產品活起來!
以下是:翅片管刀組圖片的圖文介紹

建順金屬制品有限公司本著“以質求信,以質求發展,互惠互利,共謀發展,攜手共創,”。以質量求生存,以客戶滿意為指針,為用戶著想,滿足客戶的一切需求,公司秉承“創新、、求實、奮進”的經營理念,努力打造 河南平頂山冷卻器精英品牌。


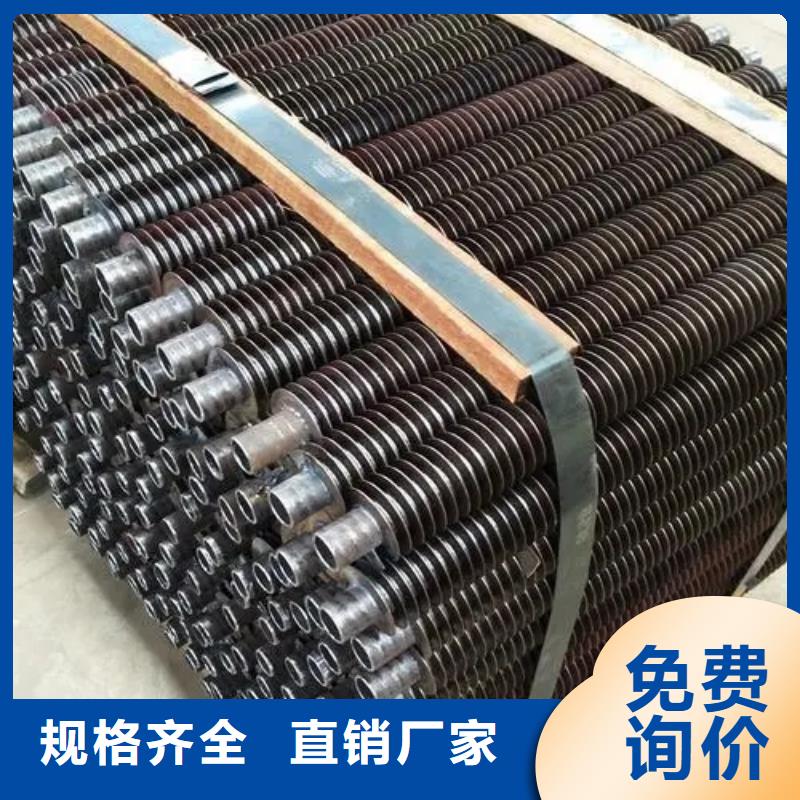
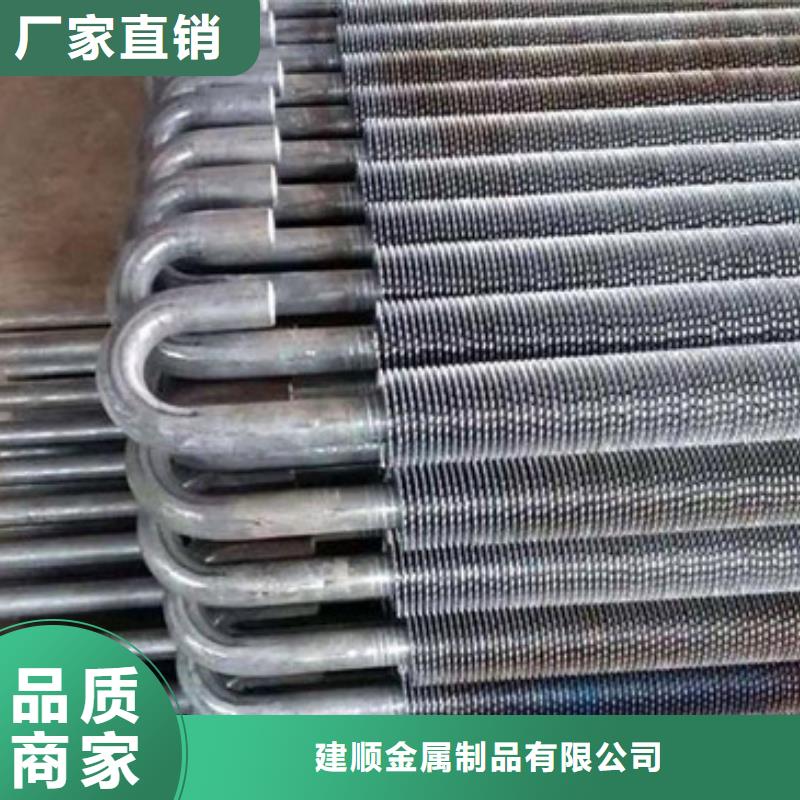
河南平頂山高頻焊螺旋翅片管是應用為廣泛的螺旋翅片管之一,現廣泛應用于電力、河南平頂山同城冶金、河南平頂山同城水泥行業的余熱回收以及石油化工等行業。翅片管,是為了提高換熱效率,通常在換熱管的表面通過加翅片,增大換熱管的外表面積(或內表面積),從而達到提高換熱效率的目的,這樣一種換熱管。高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時,利用高頻電流的集膚效應和鄰近效應,對鋼帶和鋼管外表面加熱,直至塑性狀態或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。它與鑲嵌、河南平頂山同城釬焊(或整體熱鍍鋅)等方法相比,無論是在產品質量(翅片的焊合率高,可達95%),還是生產率及自動化程度上,都是更為先進。高頻焊(high-frequency welding)是以固體電阻熱為能源。焊接時利用高頻電流在工件內產生的電阻熱使工件焊接區表層加熱到熔化或接近的塑性狀態,隨即施加(或不施加)頂鍛力而實現金屬的結合。因此它是一種固相電阻焊方法。高頻焊根據高頻電流在工件中產生熱的方式可分為接觸高頻焊和感應高頻焊。接觸高頻焊時,高頻電流通過與工件機械接觸而傳入工件。感應高頻焊時,高頻電流通過工件外部感應圈的耦合作用而在工件內產生感應電流。高頻焊是專業化較強的焊接方法,要根據產品配備專用設備。生產率高,焊接速度可達30m/min。主要用于制造管子時縱縫或螺旋縫的焊接。高頻焊的高頻電流的兩大效應的內容為:集膚效應——當導體通以交流電流時,導體斷面上出現的電流分布不均勻,電流密度由導體中心向表面逐漸增加,大部分電流僅沿導體表層流動的一種物理現象。導體的電阻率越低、河南平頂山同城磁導率越大、河南平頂山同城電流的頻率越高,其集膚效應越顯著。鄰近效應——當高頻電流在兩導體中彼此反向流動或在一個往復導體中流動時,電流會集中于導體鄰近側流動的一種特殊的物理現象。高頻焊通常使用的電流頻率范圍為300~450kHz,有時也使用低至10kHz的頻率



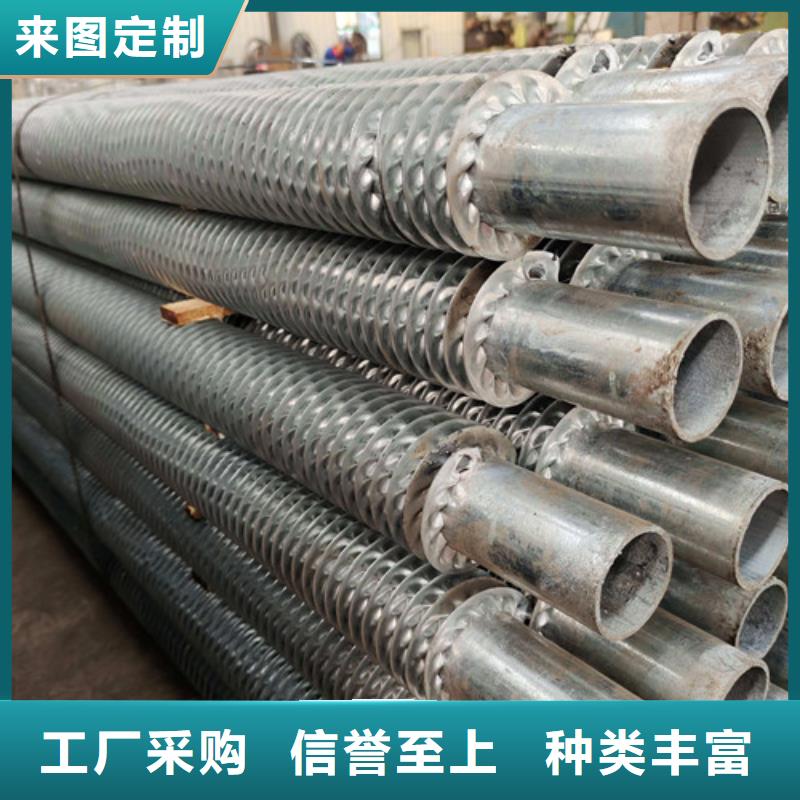
用人工方法套裝的稱為手工套裝。它是借助工具,依靠人的力量將翅片一個個壓入的。這種方法因為翅片的壓入力有限,故套裝的過盈量小,翅片容易產生松動現象。機械套裝翅片是在翅片套裝機上進行的。由于翅片壓入是靠機械沖擊力或液體壓力,壓入力大,所以,可采用較大的過盈量。翅片和管子之間的結合強度高,不易松動。機械傳動的套裝機生產率高,但噪音大,性差,工人的勞動條件欠佳。液壓傳動的雖然不存在上述問題,但設備價格較貴,對使用維修人員的技術要求較高,其生產率也低些。河南平頂山鑲嵌式螺旋翅片鑲嵌式螺旋翅片管是在鋼管上預先加工出一定寬度和深度的螺旋槽,然后在車床上把鋼帶鑲嵌在鋼管上。在纏繞過程中,由于有一定的預緊力,鋼帶會緊緊地勒在螺旋槽內,從而保證了鋼帶和鋼管之間有一定的接觸面積。為了防止鋼帶回彈脫落,鋼帶的兩端要焊在鋼管上。為了便于鑲嵌,鋼帶和螺旋槽間應有一定的側隙。如果側隙過小,形成過盈,則鑲嵌過程難以順利進行。此外,纏繞的鋼帶總會有一定的回彈,其結果使得鋼帶和螺旋槽底面不能很好的接合。鑲嵌翅片可在通用設備上進行,費用不高,但是工藝復雜生產效率低。

