


更新時間:2025-01-11 17:08:22 瀏覽次數(shù):8 公司名稱:聊城 浩融金屬制品廠有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 品牌 | 浩融金屬 |
| 產(chǎn)地 | 山東 |
| 是否進口 | 否 |

自成立以來,浩融金屬制品廠有限公司一直專注于【四川雅安防腐鋼管】的品牌形象。經(jīng)過市場的多年積淀,公司在【四川雅安防腐鋼管】產(chǎn)品研發(fā)方面取得了大量成果,在生產(chǎn)工藝、質(zhì)量控制、銷售服務(wù)等方面獲得了很大進步。目前,我們已成為自主創(chuàng)新的典型企業(yè),受到廣泛認可,贏得了較高聲譽。
我們實施嚴格的質(zhì)量管理體系,每項【四川雅安防腐鋼管】工作從細節(jié)開始、分工明確、率生產(chǎn)、服務(wù)全球。目前客戶已超過500多家,遍及國內(nèi)所有省份。

一氧化碳
由于煤氣中約有30%左右的一氧化碳,因此在蓄熱室、上升道、變向裝置、煤氣發(fā)生爐及煤氣管道等處,如果不加強防護就可能發(fā)生一氧化碳中毒。中毒的辦法是保持煤氣設(shè)備的嚴密性,安設(shè)警報器,加強有組織的自然通風和遵守操作規(guī)程,經(jīng)常備有一氧化碳防毒面具等。
紅外線
生產(chǎn)異型管時工人要經(jīng)常觀察爐溫的情況,眼睛受到爐窗處亮度很大的強光作用而引起炫目,同時由于長期受到紅外線的作用還可能產(chǎn)生職業(yè)性白內(nèi)障。因此,工人應(yīng)佩戴藍色或綠色玻璃的防護眼鏡。



異型管波浪缺陷的七點措施
異型管在退火時可能會出現(xiàn)局部波浪形,表現(xiàn)為中間浪和邊浪,少量二肋浪。這種缺陷一般與來料質(zhì)量、機組爐底輥磨損程度、加熱和冷卻時的熱應(yīng)力等因素有關(guān)。我們可以采取以下措施來進行:
(一)通過增加控冷風機的輸出量,通過增加快冷風機的輸出功率來進行調(diào)整。
(二)在異型管生產(chǎn)過程中,通過高低牌號調(diào)整和爐內(nèi)氣氛控制減少結(jié)瘤磨輥的時間,從而減少碳套輥的整體磨損。如果此時還出現(xiàn)碳套輥整體磨損邊浪,則是碳套輥超期服役造成的。
(三)為兩側(cè)邊浪,減少異型管帶鋼邊部氮氣通入量,增加二肋氮氣通入量,將控冷擋板的比例由原來的2-5-9-5-2調(diào)整為1-6-9-6-1。
(四)正常情況下,連退爐內(nèi)帶鋼張力根據(jù)帶鋼規(guī)格計算設(shè)定,原則是保證帶鋼的穩(wěn)定運行。張力過小,影響糾偏輥的糾偏能力,不能保證帶鋼在爐內(nèi)中間運行的軌跡,使帶鋼在爐內(nèi)跑偏,嚴重時造成刮邊。來料出現(xiàn)不平度為1.5%的浪形時,爐內(nèi)張力應(yīng)適當調(diào)低。
(五)生產(chǎn)中要使爐子兩側(cè)燒嘴燃燒的數(shù)量一致且分布對稱,根據(jù)儀表顯示和火焰顏色調(diào)整燃燒狀態(tài),使異型管帶鋼在無氧化爐內(nèi)加熱均勻,以防止產(chǎn)生加熱浪形。
(六)碳套的使用周期根據(jù)生產(chǎn)規(guī)格和牌號可以有一定區(qū)別,生產(chǎn)牌號越高,碳套使用周期越短;生產(chǎn)規(guī)格越窄,碳套使用周期越短。建議中低牌號連退退火機組碳套使用周期為4-6個月。
(七)保證碳套輥與異型管鋼帶的同步性。在設(shè)定爐輥速度時,要考慮帶鋼的熱膨脹,根據(jù)對應(yīng)爐段的不同溫度進行爐輥的速度補償,使每根爐輥的速度都和相應(yīng)的帶鋼速度一致,以減少爐輥和帶鋼速度不同步造成的爐底輥磨損。



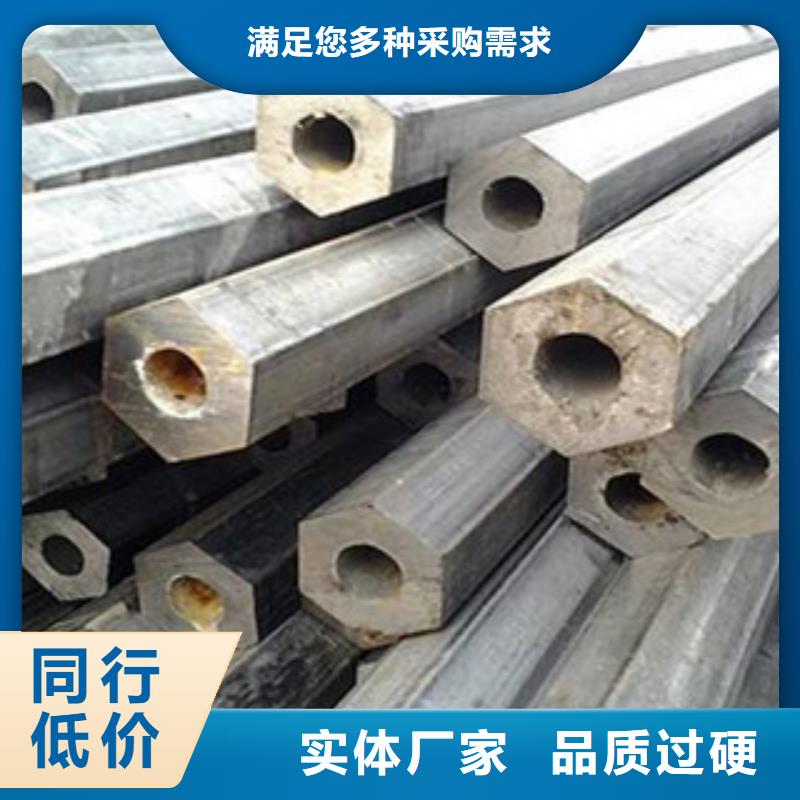
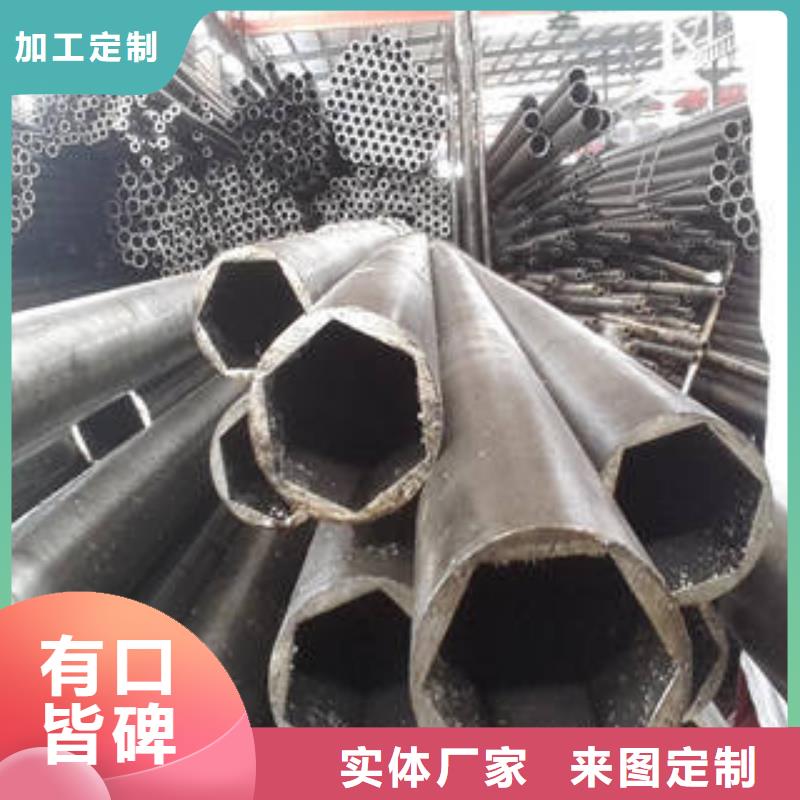
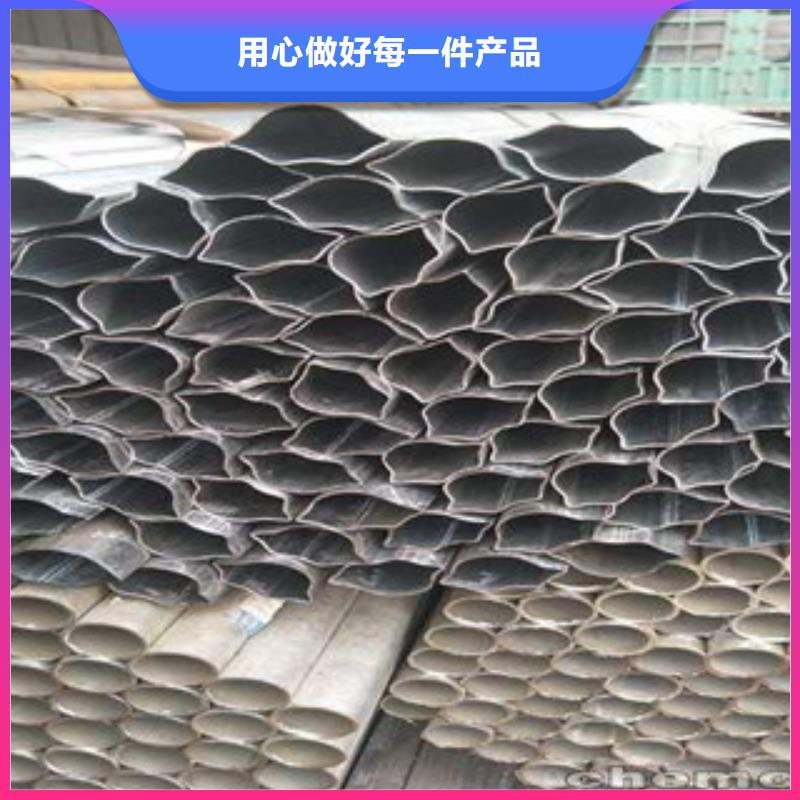
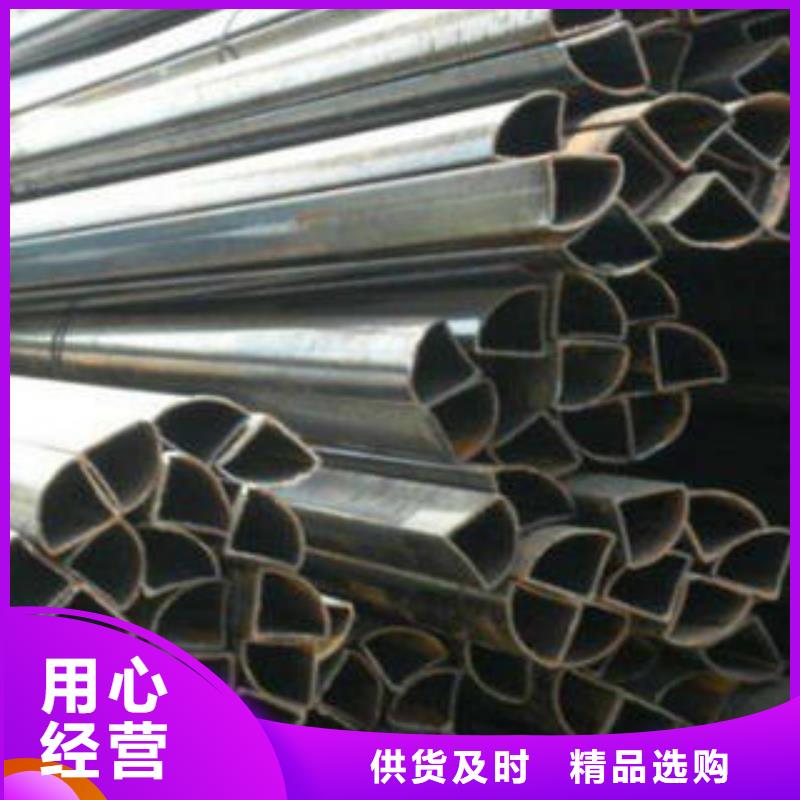
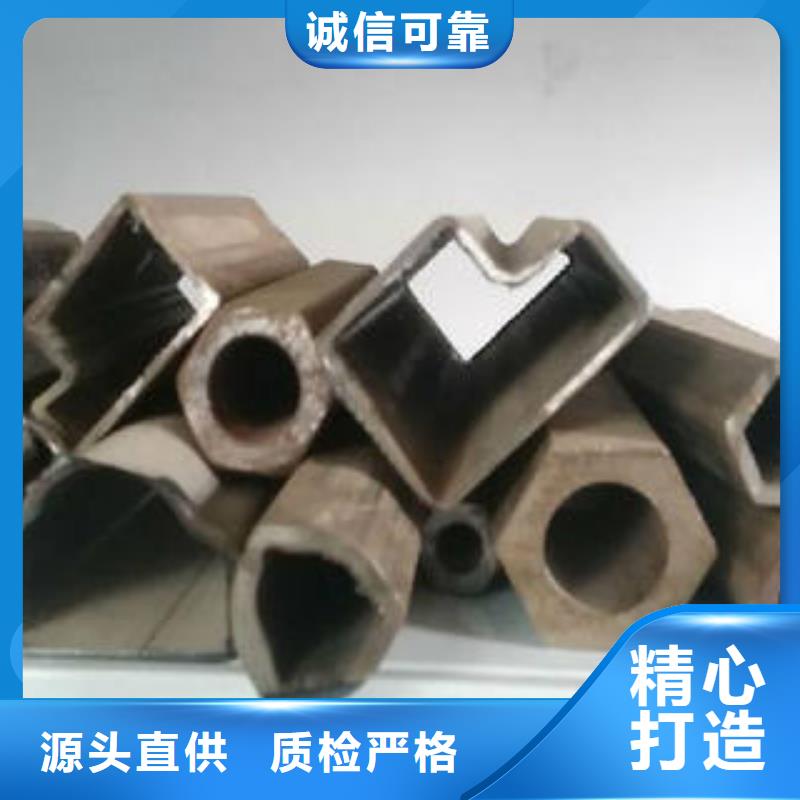
異形鋼管分類
異型鋼管按形狀分為:外六角內(nèi)圓鋼管、外圓內(nèi)六角鋼管、內(nèi)外六角鋼管、平橢圓鋼管、橢圓鋼管、三角管、L型鋼管、八角管、蘑菇型管、面包型管、D型管、凹型管、凸型管、傘型管、P型管、元寶型管等異型鋼管,異型鋼管形狀是根據(jù)用戶需要而生產(chǎn)的。
成型方式
異型鋼管,異型鋼管彎曲成型,這種成型的方式,也就是我們俗稱的彎曲。異型鋼管彎曲分為兩種,一種真正的彎曲,另一個空的彎曲。



異型管的工藝性能
(一)切削加工性
異型管切削加工性系指金屬接受切削加工的能力,也是指管材經(jīng)過加工而成為合乎要求的工件的難易程度。通常可以切削后工作表面的粗糙程度、切削速度和刀具磨損程度來評價金屬的切削加工性。
(二)鍛性
異型管材料在承受錘鍛、軋制、拉拔、擠壓等加工工藝是會改變形狀而不產(chǎn)生裂紋的性能。它實際上是金屬塑性好壞的一種表現(xiàn),金屬材料塑性越高,變形抗力就越小,則鍛性就越好。鍛性好壞主要決定于金屬的化學成分、顯組織、變形溫度、變形速度及應(yīng)力狀態(tài)等因素。