力廠家")
力廠家")
力廠家")


q235b鋼管壁厚要求l245直縫焊管實(shí)力廠家視頻展示,產(chǎn)品更生動!讓您親眼見證其優(yōu)點(diǎn)和特點(diǎn),為您的購買決策提供有力支持。
以下是:q235b鋼管壁厚要求l245直縫焊管實(shí)力廠家的圖文介紹
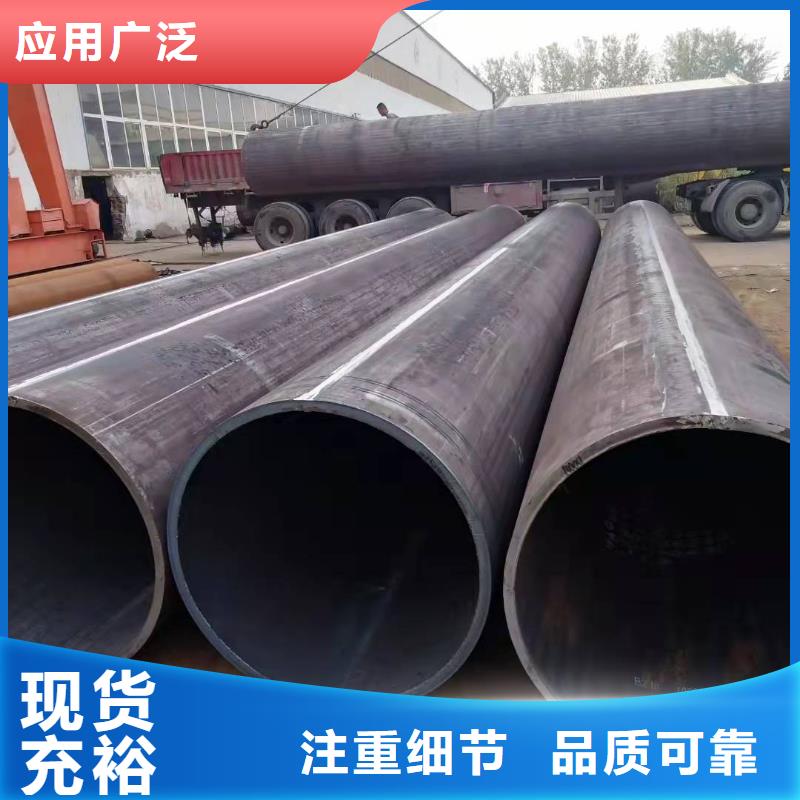
鋼板卷管新而干凈的鋁和其他軟卷筒金屬可以用溶劑清洗充分清潔。塵土和松散的腐蝕物可用清潔劑去除干凈;舊涂料可以用塑料粒子或其他輕噴砂方法而用粗粒子(鋼珠或鋼丸)噴砂法會損壞軟金屬表面。這些金屬表面可以先清洗以增加對油性或乳膠涂料的附著性。? 2、合金鋼? 低合金鋼卷筒一般不需要通過涂裝來防護(hù),但要依靠所形成的自然氧化膜。如果需要去除不明顯的銹斑進(jìn)行涂裝就需要高壓或超高壓水噴射法。為達(dá)到表面粗糙度,還要求增加噴砂粒子。一般采用鋼結(jié)構(gòu)通常使用的涂裝系統(tǒng). 溫馨提醒:卷筒金屬材質(zhì)表面涂裝目的是為了滿意外觀,為使得底漆和不金屬緊密附著,需要足夠的粗糙度,通常用堅(jiān)硬的非鐵噴砂粒子,如氧化鋁、石榴石、金剛砂 厚壁卷管致力于生產(chǎn)環(huán)縫、縱環(huán)各類卷管及鋼制壓力鋼管并在傳統(tǒng)卷制設(shè)備同類規(guī)格型號的基礎(chǔ)上進(jìn)行改造。使卷焊鋼管設(shè)備的各項(xiàng)參數(shù)提高30%之功能,填補(bǔ)了原有傳統(tǒng)卷制設(shè)備不能生產(chǎn)的空白。可生產(chǎn)直徑400以上,壁厚8-100mm的鋼管。材質(zhì)主要有Q235、Q345、20#、16錳、16錳容等。產(chǎn)品執(zhí)行標(biāo)準(zhǔn)為:GB/T50205-2001、GB/T3092-2001等。產(chǎn)品廣泛用于石油、化工、天然氣輸送、打樁及城市供水、供熱、供氣等工程。
力廠家")
力廠家")
鋼板卷管錐形卷管、異形卷管成型注意事項(xiàng): ①把卷板機(jī)上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進(jìn)入速度要加快; ②在輥?zhàn)拥囊欢渭右粋€旁輪卷錐裝置; ③在卷板機(jī)的下輥兩側(cè)裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進(jìn). 單個氣孔回波高度低,波形為單縫,較穩(wěn)定。從各個方向探測,反射波大體相同,但稍一動探頭就消失,密集氣孔會出現(xiàn)一簇反射波,波高隨氣孔大小而不同,當(dāng)探頭作定點(diǎn)轉(zhuǎn)動時,會出現(xiàn)此起彼落的現(xiàn)象。? ? 產(chǎn)生這類缺陷的原因主要是焊材未按規(guī)定溫度烘干,焊條藥皮變質(zhì)脫落、焊芯銹蝕,焊絲清理不干凈,手工焊時電流過大,電弧過長;埋弧焊時電壓過高或網(wǎng)絡(luò)電壓波動太大;氣體保護(hù)焊時保護(hù)氣體純度低等。如果焊縫中存在著氣孔,既破壞了焊縫金屬的致密性,又使得焊縫有效截面積減少,降低了機(jī)械性能,特別是存鏈狀氣孔時,對彎曲和沖擊韌性會有比較明顯降低
力廠家")
力廠家")
力廠家")
焊接方法分類 螺旋焊接鋼管 螺旋焊接鋼管 按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。 電焊鋼管:用于石油鉆采和機(jī)械制造業(yè)等。 爐焊管:可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。按焊縫形狀分類可分為直縫焊管和螺旋焊管 直縫焊管陽春直縫鋼板卷管加工廠家 生產(chǎn)工藝簡單,生產(chǎn)效率高,成本低,發(fā)展較快。 螺旋焊管 強(qiáng)度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。 螺旋縫焊接鋼管分為自動埋弧焊接鋼管和高頻焊接鋼管兩種。
力廠家")
力廠家")
力廠家")
在 河南周口橋式濾水管不斷的發(fā)展中,山特金屬制品有限公司健全管理體系,完善管理手段。我們將繼續(xù)堅(jiān)持客戶至上、誠實(shí)守信的宗旨,始終不移的把客戶的利益放在心中。在此,我公司全體員工謹(jǐn)向?qū)窘o予關(guān)懷支持和幫助的新老朋友及廣大客戶表示衷心感謝,您的滿意是我們的不懈追求!公司堅(jiān)持“以人為本、以質(zhì)取勝”的企業(yè)理念,“一切以 河南周口橋式濾水管市場為導(dǎo)向,一切以客戶滿意為目標(biāo)”的經(jīng)營宗旨,我們公司將不斷推出新的 河南周口橋式濾水管產(chǎn)品,不斷求新、求實(shí)、發(fā)展,真誠希望新老朋友客戶進(jìn)行廣泛合作,互惠互利、共同發(fā)展!
力廠家")
力廠家")
鋼板卷管在放樣前必須用鋼卷尺對鋼板進(jìn)行檢查,并找正。鋼材的放樣尺寸按卷管的中徑計(jì)算,放樣后在鋼板上打上樣沖,并標(biāo)出鋼板的中心線。管道坡口加工宜采用機(jī)械方法,也可采用等離子弧、氧乙炔焰等熱加工方法。火焰切割前應(yīng)將鋼材表面距切割邊緣50mm范圍內(nèi)的銹斑、油污等干凈。采用熱加工方法加工坡口后,應(yīng)除去坡口表面的氧化皮、熔渣及影響接頭質(zhì)量的表面層,并應(yīng)將凹凸不平處打磨平整,切口上不得產(chǎn)生裂紋,并不宜有大于10mm的缺棱,切割后應(yīng)邊緣上的氧化物、熔瘤和飛濺物等。機(jī)械加工時,加工表面不應(yīng)出現(xiàn)臺階。對接坡口根據(jù)工藝及規(guī)范的要求進(jìn)行加工,簿板一般采用V型坡口,厚板采有X型坡口,對于小于6mm的板材,可不加工坡口,但在反面焊接時,必須砌底清根。切口或坡口邊緣上的缺棱,當(dāng)其為1~3mm時,可用機(jī)械加工或修磨平整,但不能超過的1/10;當(dāng)缺棱或溝槽超過30mm時則用Φ3.2以下的低氫型焊條補(bǔ)焊,并修磨平整。切口或坡口邊緣上若出現(xiàn)分層性質(zhì)的裂紋,需用10倍以上的放大鏡或超聲波探測其長度和深度。
力廠家")
力廠家")
力廠家")
點(diǎn)擊查看山特金屬制品有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】