



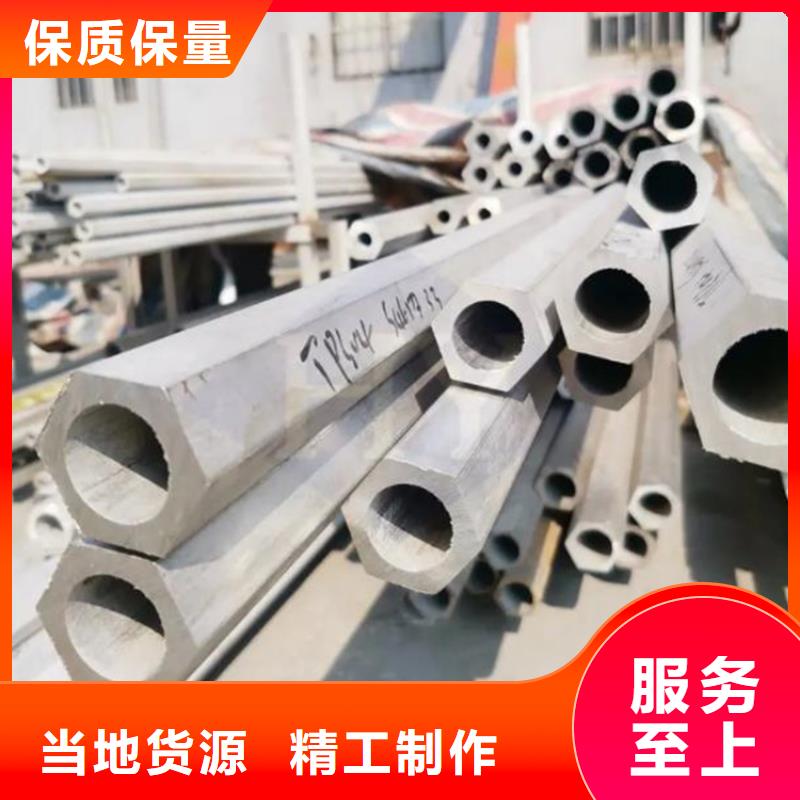

影響六角管淬火的因素有哪些 1、退火工藝是不是做到要求溫度。不銹鋼板熱處理工藝一般是采用熱處理回火熱處理工藝,也就是大家平時說白了的“淬火”,溫度范圍為1040~1120℃。你也能夠根據淬火爐觀查孔觀查,淬火區的外六角鋼管應是白熾燈情況,但沒發生變軟松馳。 2、淬火氛圍。一般全是選用純氫做為淬火氛圍,假如氛圍中另一部分是稀有氣體得話,純凈度還可以低一點,可是不可以帶有太多co2、水蒸氣。 3、爐墻密閉性。明亮淬火爐應以封閉式的,與外部氣體阻隔;選用氡氣作保護氣的,只有一個排氣管是通的。查驗的方式可以用肥皂液抹在淬火爐每個連接頭間隙處,看是不是跑氣;在其中非常容易跑氣的地區是淬火爐進管道的地區和出管道的地區,這個地方的密封環非常容易損壞,要常常查驗常常換。 4、保護氣工作壓力。以防發生微漏,爐內保護氣應維持相對的正壓力,如果是氡氣保護氣,一般規定20kBar之上。 5、爐內水蒸氣。一方面查驗爐墻原材料是不是干躁,次裝爐,爐墻原材料需要風干;二是進爐的外六角鋼管是不是殘余太多水跡,假如管道上邊如果有孔得話,別滲水進去,否則就把火爐氛圍全毀壞了。


六角管電弧焊接焊接地區中高溫和氣體維護保養的作用六角管的特點在常溫下穩定。油變式變電器在高溫下,特別是在電弧焊接焊接整個過程中,六角管與氧氣罐,有害氣體和N2的反應速度十分快。根據相關原材料,六角管在電弧焊接焊接整個過程中溫度提高過300°C時可以迅速消化氫,溫度提高過600°C時可以迅速消化氧。而溫度提高過700°C時可以迅速消化氮。油變式變電器C此外在汽體中對氧化較為比較敏感。試驗確認,在電弧焊接焊接六角管時,倘若熔池侵入氧氣罐和N2等有害物,電弧焊接焊接零件的可塑性,可塑性和表面色彩將造成明顯變化。
<商洛>金帝鋼管

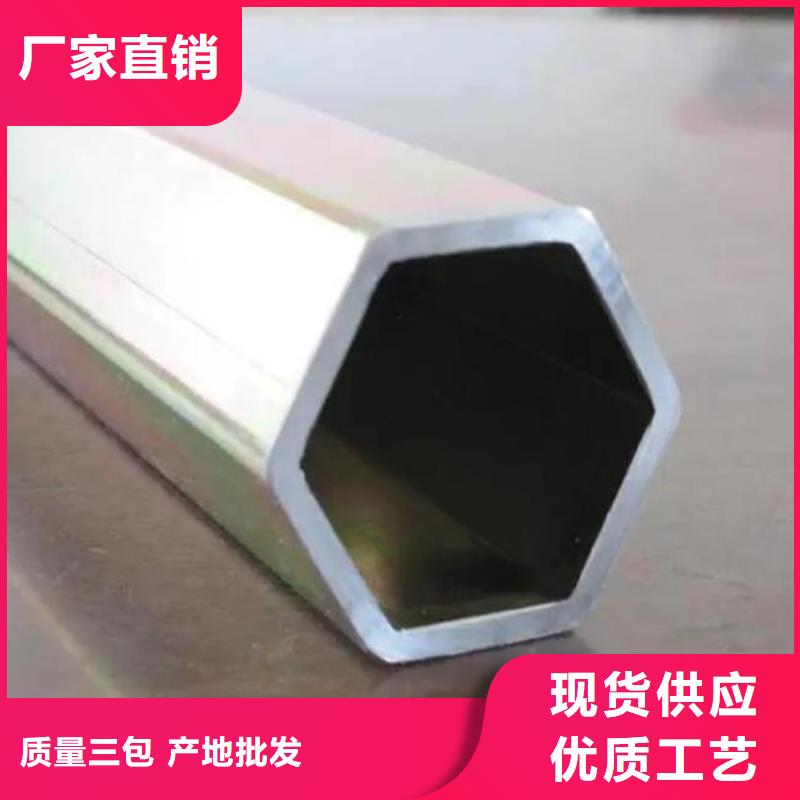
如何處理不銹鋼六角管表面的彩色焊點?您遇到過這 樣的問題嗎? 我們可以嘗試在側面進行點焊或在表面進行全焊斜角。不要看點焊,而要隱藏焊接點, 這對于加工師傅不是很困難。 焊點上覆蓋有裝飾性零件。點焊后,使用裝飾蓋或裝飾部件覆蓋焊點并屏蔽焊點。需 要購買額外的裝飾零件,但可以更好地改善彩色不銹鋼管產品的風格。無焊料組裝。 與連接器連接,無需點焊進行組裝,直接鎖定螺釘并拉鉚。這可能很麻煩。打孔或激 光切割。直接通過管道,并在底部發現一些焊縫,并且看不到焊接點。
