服務(wù)熱線:17706353138

您可能對(duì)鄭州本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-01-26 14:45:37 瀏覽次數(shù):7 公司名稱:聊城 安達(dá)液壓機(jī)械有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 5000/kg |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 不限 |
| 運(yùn)費(fèi)說明 | 詳詢 |
| 最小起訂 | 1 |
| 質(zhì)量等級(jí) | 正品 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 20鋼 |
| 產(chǎn)品品牌 | 九冶 |
| 產(chǎn)品規(guī)格 | 80*90 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 是 |
| 產(chǎn)品型號(hào) | 0012 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 過磅 |
| 產(chǎn)品顏色 | 金屬色 |
| 質(zhì)保時(shí)間 | 長期 |
| 外形尺寸 | 圓形 |
| 適用領(lǐng)域 | 機(jī)械加工 油缸 |
| 是否進(jìn)口 | 否 |
| 質(zhì)量認(rèn)證 | 正品 |
| 產(chǎn)品功率 | 1 |
| 工作溫度 | 常溫 |
| 顏色 | 有色金屬 |
| 材質(zhì) | 20#/45#/16Mn/27/SiMn/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加加工定制 | 可加工定制 |
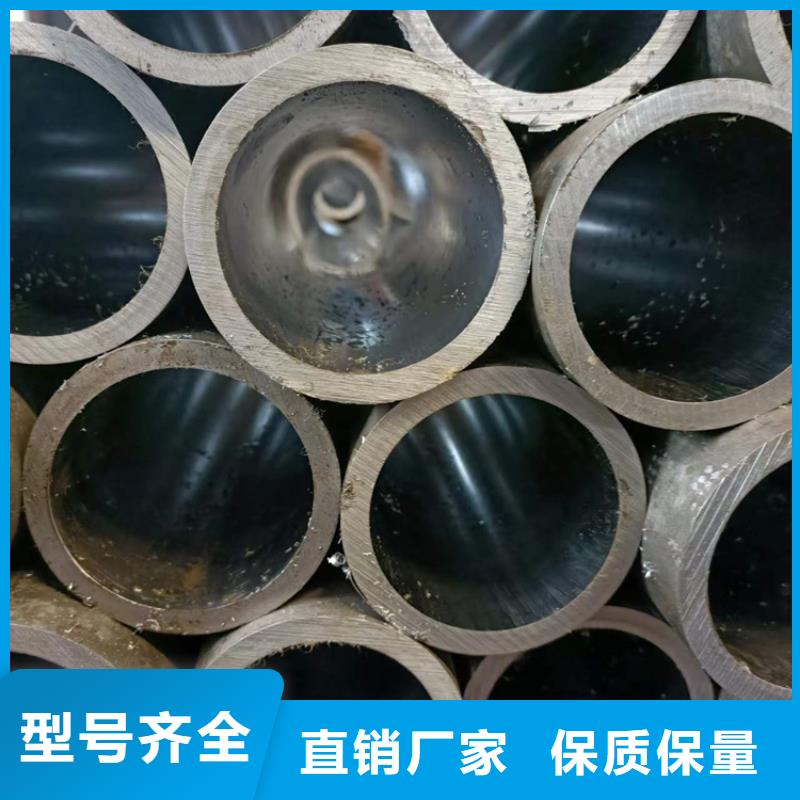

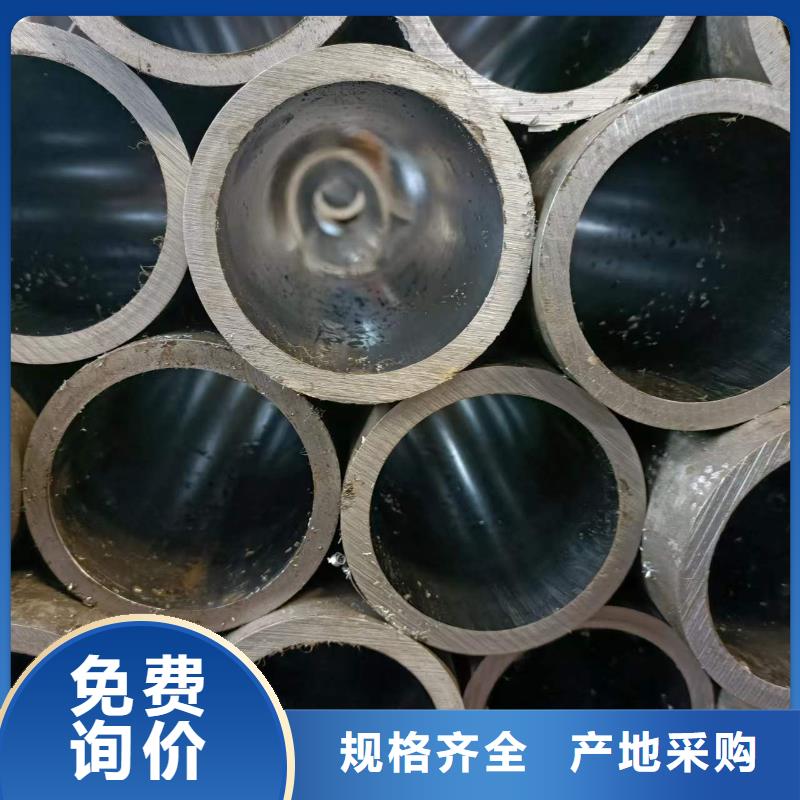





厚壁油缸管是液壓缸的主體,其內(nèi)孔一般采用鏜孔、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件和支架滑動(dòng)順暢,以保證密封效果,減少磨損;液壓缸應(yīng)能承受較大的液壓,因此應(yīng)具有足夠的強(qiáng)度和剛度。端蓋位于氣缸的兩端,與氣缸形成封閉的油室。因此,端蓋及其連接件應(yīng)具有足夠的強(qiáng)度。在設(shè)計(jì)中不僅要考慮強(qiáng)度,還要選擇加工性能較好的結(jié)構(gòu)形式。導(dǎo)套引導(dǎo)并支撐活塞或柱塞。有些液壓缸由端蓋孔直接導(dǎo)向,沒有導(dǎo)向套。這種結(jié)構(gòu)簡單,但磨損后必須更換端蓋。研磨管

研磨管珩磨管是經(jīng)過冷拔貨冷軋尺寸精度高、表面光潔度好的精密無縫管適用于機(jī)械結(jié)構(gòu)和液壓設(shè)備。采用精密無縫鋼管制造機(jī)械結(jié)構(gòu)或液壓設(shè)備可大大節(jié)省加工時(shí)間提高材料利用率提高產(chǎn)品質(zhì)量。液壓鋼管基本上分為液壓系統(tǒng)上用的流體管和油鋼筒管,也稱為珩磨管,而冷拔或冷軋精密無縫鋼管也包含液壓鋼管。液壓系統(tǒng)上的流體管在國內(nèi)國標(biāo)接近的標(biāo)準(zhǔn)是GB3639-83.液壓鋼管介紹:液壓設(shè)備的尺寸精度高和表面光潔度好的冷拔或冷軋精密無縫鋼管。選用精密無縫鋼管制造機(jī)械結(jié)構(gòu)或液壓設(shè)備等,精密鋼管通過冷拔或冷軋?zhí)幚砗蟮囊环N高精密的無縫鋼管。由于精密鋼管內(nèi)外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴(kuò)口、壓扁無裂縫等有點(diǎn),所以主要用來生產(chǎn)氣動(dòng)或液壓產(chǎn)品。
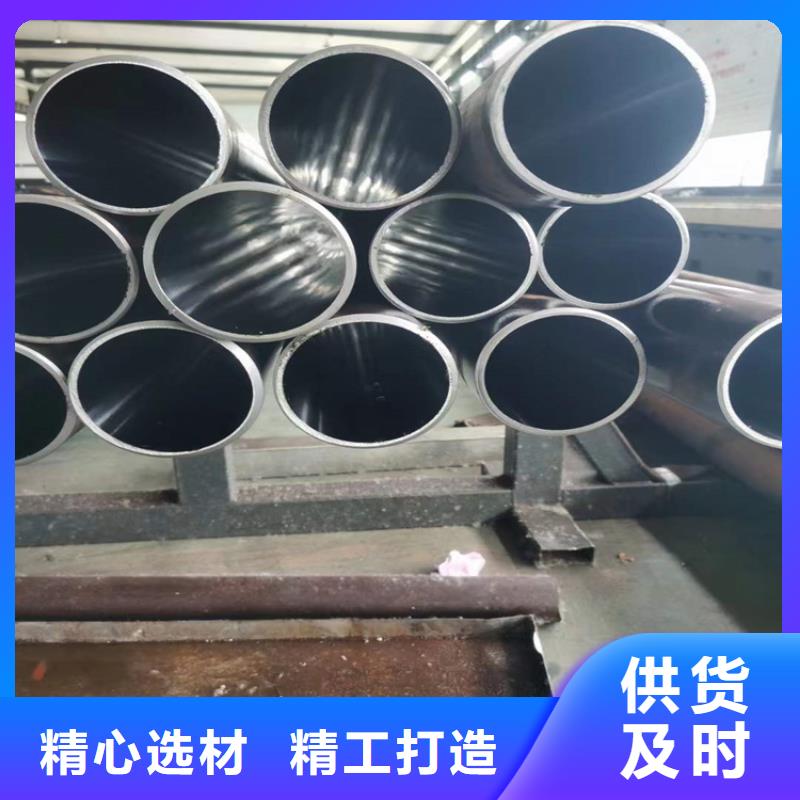
歐標(biāo)EN10305-4:2003為準(zhǔn)液壓鋼管介紹:生產(chǎn)出的精密液壓鋼管是精密冷拔后的無縫管通過無氧回火處理表面和內(nèi)部應(yīng)力后再經(jīng)過磷化防銹處理制成。產(chǎn)品尺寸精度高,延展性好,容易加工彎成各種需要的形狀而管子截面不會(huì)縮小或變扁;管子表面精度高、經(jīng)無氧回火處理后表面硬度適中易于卡套連接內(nèi)孔和表面經(jīng)磷化防銹處理后無需酸洗除銹可直接安裝。珩磨管:由冷軋精密無縫鋼管是由無縫鋼管成品管或無縫管荒管,經(jīng)酸洗,磷化,皂化處理后,然后經(jīng)冷軋管機(jī)軋制而成液壓鋼管。液壓鋼管精密度極高一般可控制在0。02-0。05MM范圍之內(nèi),其標(biāo)準(zhǔn)為:GB3639-83,內(nèi)經(jīng)允許偏差為0.03mm,內(nèi)表面粗糙度:Ra 0.2~0.8μm,液壓鋼管直線度:0.3~1.5mm/m,專用做油鋼的筒徑。研磨管

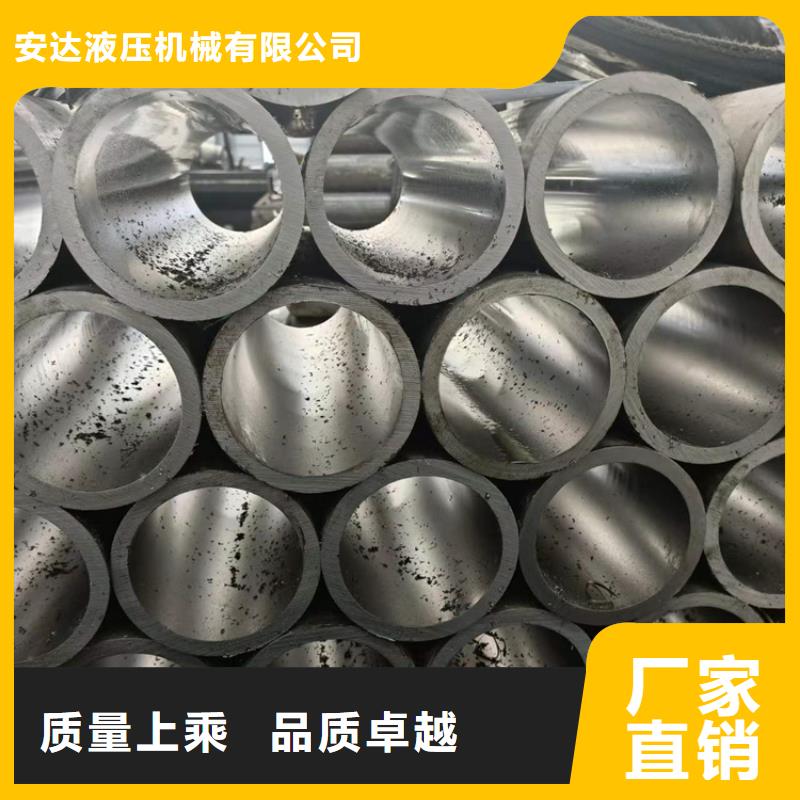
珩磨管加工的工作原理研磨管
珩磨時(shí),砂條上的磨粒以一定的壓力、較低的速度對(duì)工件表面進(jìn)行磨削、擠壓和刮擦。砂條作旋轉(zhuǎn)運(yùn)動(dòng)和上下往復(fù)運(yùn)動(dòng),使砂條上的磨粒在孔表面所形軌跡成為交叉而不重復(fù)的網(wǎng)紋(如圖1所示),與內(nèi)孔磨削相比,珩磨參加切削的磨粒多,加在每粒磨粒上的切削力非常小。珩磨的切速低,僅為砂輪磨削速度的幾十分之一,在珩磨過程中又旋轉(zhuǎn)加大量的冷卻液,使工件表面得到充分冷卻,不易燒傷,加工變形層薄,故能得到較細(xì)表面粗糙度。



