
想要了解大口徑厚壁卷管廠家Q355C鋼板卷管卷筒免費咨詢產品的魅力?視頻為你揭曉答案!
以下是:大口徑厚壁卷管廠家Q355C鋼板卷管卷筒免費咨詢的圖文介紹


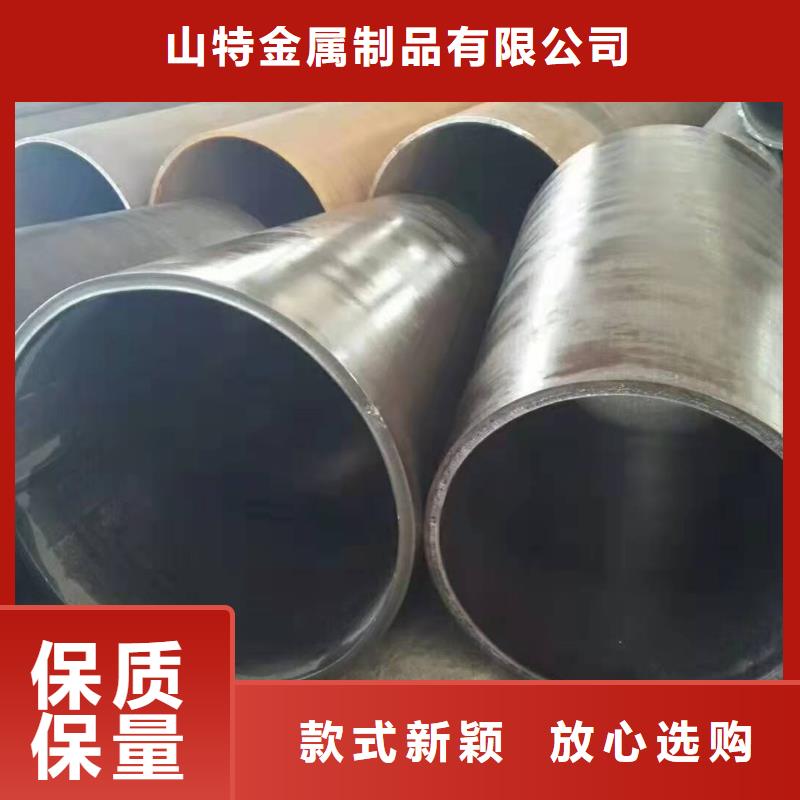
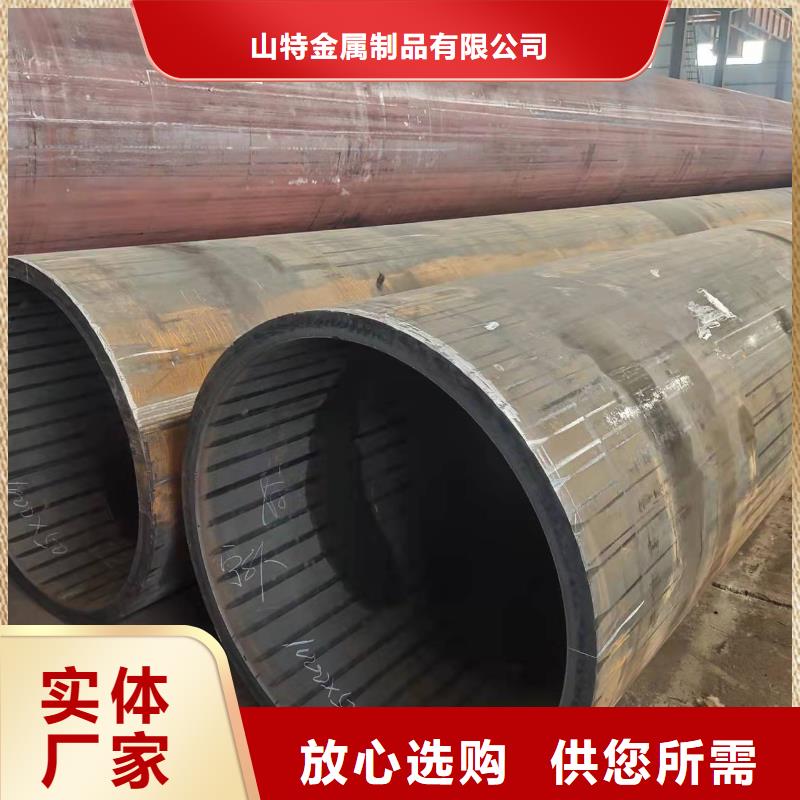
鋼板卷管錐形卷管、異形卷管成型注意事項: ①把卷板機上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進入速度要加快; ②在輥子的一段加一個旁輪卷錐裝置; ③在卷板機的下輥兩側裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進. 單個氣孔回波高度低,波形為單縫,較穩定。從各個方向探測,反射波大體相同,但稍一動探頭就消失,密集氣孔會出現一簇反射波,波高隨氣孔大小而不同,當探頭作定點轉動時,會出現此起彼落的現象。? ? 產生這類缺陷的原因主要是焊材未按規定溫度烘干,焊條藥皮變質脫落、焊芯銹蝕,焊絲清理不干凈,手工焊時電流過大,電弧過長;埋弧焊時電壓過高或網絡電壓波動太大;氣體保護焊時保護氣體純度低等。如果焊縫中存在著氣孔,既破壞了焊縫金屬的致密性,又使得焊縫有效截面積減少,降低了機械性能,特別是存鏈狀氣孔時,對彎曲和沖擊韌性會有比較明顯降低



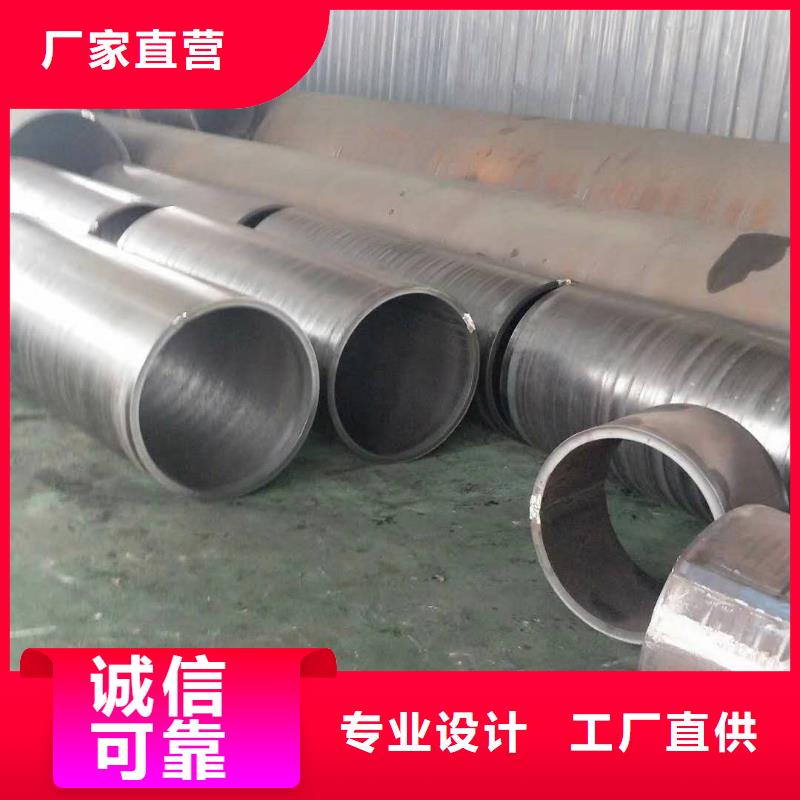
鋼板卷管的生產過程介紹:1.原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。2.帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼板卷管后采用自動埋弧焊補焊。3.成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。4.采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。5.采用外控或內控輥式成型。6.采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。7.內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范。8.焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證了100%的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產工人依此隨時調整工藝參數,及時缺陷。9.采用空氣等離子切割機將鋼板卷管切成單根。10.切成單根鋼板卷管后,每批鋼板卷管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼板卷管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。11.焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。12.帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。13.每根鋼板卷管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼板卷管水壓微機檢測裝置嚴格控制。試驗參數自動打印記錄。


山特金屬制品有限公司位于經濟開發區匯通國際金屬物流園;公司專門從事 河南商丘橋式濾水管的研制與生產;山特金屬制品有限公司以“科學的理念、創新的思維、優質的產品、誠信的服務”為企業宗旨;遵循“自然、科學、”的研發理念,為客戶提供的產品;山特金屬制品有限公司在重視產品質量的同時,也建立了一套集技術支持、的銷售服務體系;努力把我們方便、快捷、周到的服務提供給每一個客戶。1520635834413863598006




鋼板卷管卷管按照不同的性質和功能分類可以分為不同的種類和型號,在不同的行業和領域中具有不同的使用性能和價值。大口徑卷管的生產需要按照相應的工藝生產,在生產時添加一些輔助原料,提高卷管的使用性和耐用性,增加卷管的使用壽命和使用價值。 焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫的鋼管。 焊接鋼管采用的坯料是鋼板或帶鋼。中文名焊接鋼管坯料鋼板或帶鋼焊接方法電弧焊管、高頻或低頻電阻焊管焊縫形狀直縫焊管和螺旋焊管直縫焊管生產工藝簡單,生產效率高腐蝕性

