

聯系我們

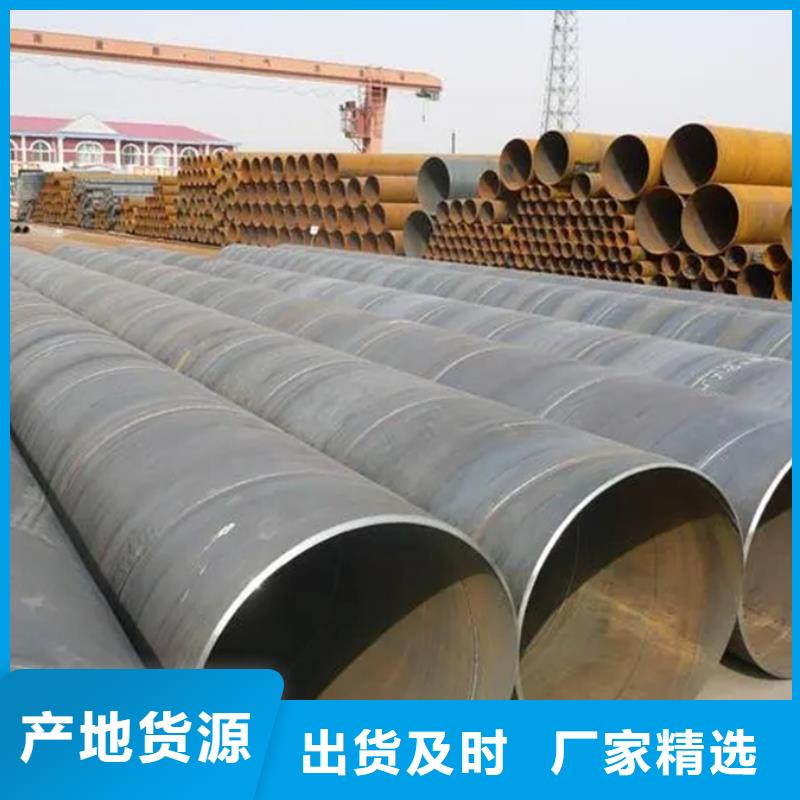
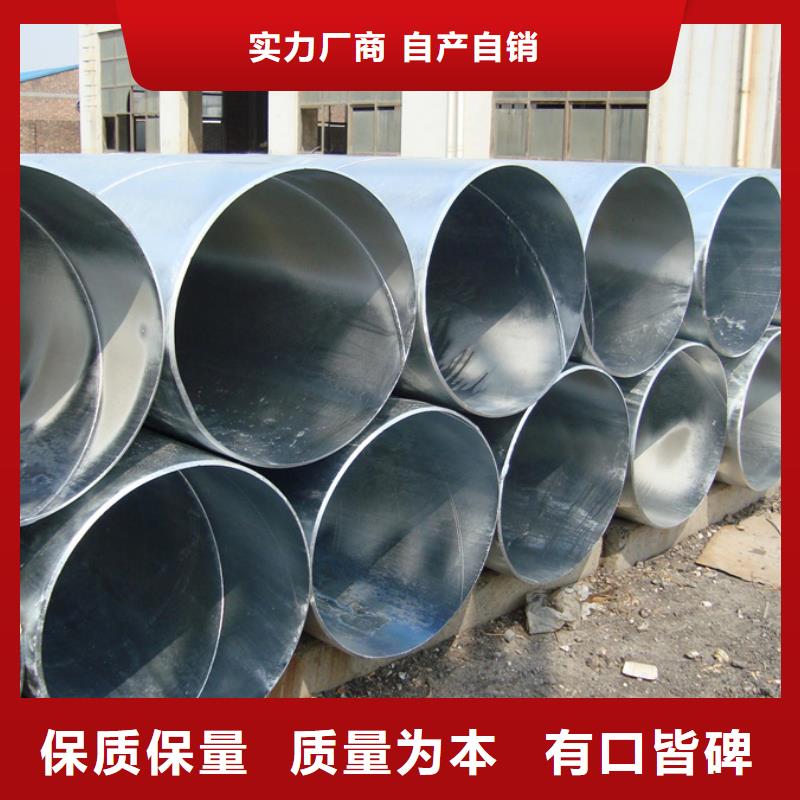
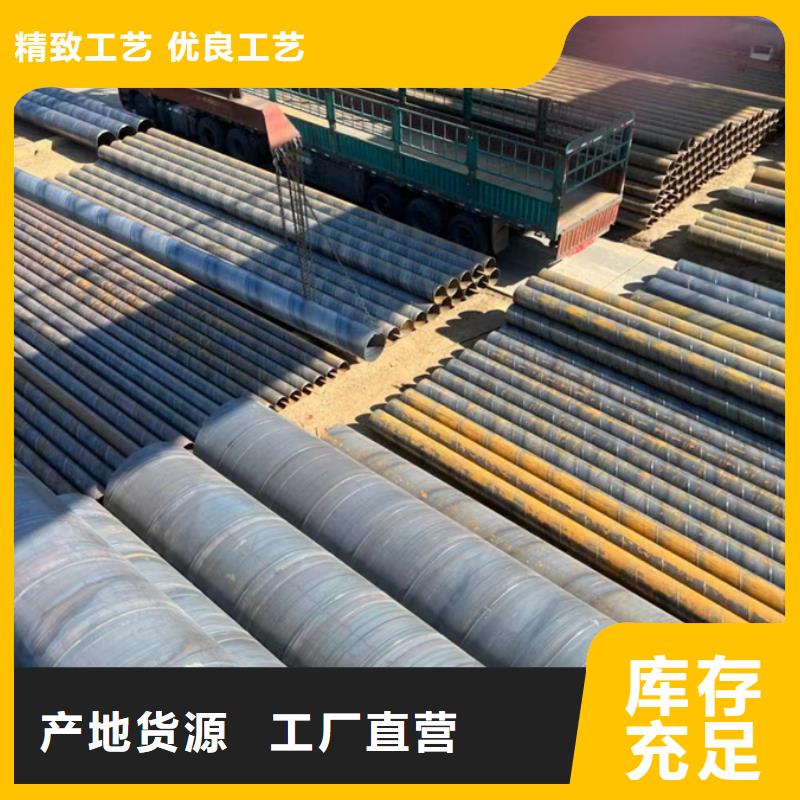
Q235B熱鍍鋅螺旋管價格12米定尺
更新時間:2025-01-30 06:56:52 瀏覽次數:5 公司名稱:天津 鑫豪管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 4100元 |
| 發貨期限 | 2天 |
| 供貨總量 | 1000 |
| 運費說明 | 物流 |
| 最小起訂 | 1根 |
| 質量等級 | 一級 |
| 是否廠家 | 否 |
| 產品材質 | Q235B Q355B |
| 產品品牌 | 鑫豪 |
| 產品規格 | 規格齊全 |
| 發貨城市 | 天津 |
| 產品產地 | 天津 |
| 加工定制 | 是 |
| 產品型號 | 型號齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 碳鋼 |
| 質保時間 | 一年 |
| 外形尺寸 | 圓形 |
| 適用領域 | 自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設 |
| 是否進口 | 否 |
| 質量認證 | 認證 |
| 產品功率 | 450 |
| 工作溫度 | 480 |
| 螺旋管長度 | 3米 4米 5米 6米 9米 12米 |
| 螺旋管生產工藝 | 埋弧焊 |
| 螺旋管特性 | 抗拉強度高,冷彎性能好 |




操作平臺一般由相應的設備、加熱爐、土建等專業設計,配管專業應向這些專業提供所需要的平臺資料。操作平臺的委托資料應包括平臺的大小、平臺荷載、梯子形式等內容。一般情況下,麗水螺旋管設計可分為基礎設計和詳細設計兩個階段。螺旋管基礎設計(BasicDesign)階段:在工藝包基礎上進行的工程前期設計。
詳細設計(DetailDesign)階段:為施工而進行的設計,國內常稱為施工圖設計。在國內,還有初步設計階段,螺旋管是在工藝包基礎上,為報政府部門或上級單位批準的工程前期設計。初步設計的設計內容深度,需要按照相關行業的專門規定,初步設計只是一個總體的規劃,主要目的是報政府部門或上級單位審批。
麗水螺旋管在輸送燃氣,運輸方面發揮了很大的作用。
隨著國內外多項重大管道工程的規劃及建設,大變形管線鋼、高強度級別熱煨彎管和厚規格低溫管件等高附加值產品,顯現出良好的市場競爭能力和較大的市場需求,麗水螺旋管而國內企業在開發該系列產品方面進度比較緩慢。為了盡快開發出適用于工業應用的高附加值大變形管線鋼、熱煨彎管用鋼、管道站場用低溫管件用鋼,X100直縫埋弧焊管、螺旋縫埋弧焊管和熱煨彎管,螺旋鋼管。

水溶性腐蝕抑制劑的作用機理通常被認為是:螺旋管基體上的致密氧化膜或吸附膜;難溶的金屬鹽保護膜;難溶的復合涂膜;其他延遲電極反應的物質。
麗水螺旋管大多數有機腐蝕抑制劑的阻滯作用,在酸性介質中僅相當大,并且是由于特征吸附或絡合的影響,這改變了固 - 液相界面的性質,即雙電層結構,其中增加電極。 反應的屏障在很大程度上增加了金屬離子化的活化能和氫的過電壓,并對電極反應產生抑制作用。 一些有機腐蝕抑制劑,主要是有機表面活性劑,例如胺,醛和雜環化合物,它們是電化學惰性的并且在分子中含有極性基團。 他們的分子有兩部分。
一種是非極性基團,即疏水性的。 堿通常是烴鏈部分; 麗水螺旋管是極性基團,即親水基團,如羥基,羰基,磺酸基,氨基,醚鍵等。 如果腐蝕抑制劑的分子較弱,則主要產生物理吸附,吸附力小。 如果分子極性強或含有多個極性基團,則主要產生化學吸附,并且吸附力大,例如羧酸,磺酸鹽,含氮化合物,雜環化合物等。 在較高酸度(pH<1)的蝕刻劑中,腐蝕抑制劑對金屬氧化物的吸附力,比在金屬清潔基底上的吸附力小得多,并且還因為氧化物(微觀陰極)。氧化去極化不會析出氫,并且腐蝕抑制劑對氧化膜,在螺旋管表面上的溶解速率沒有不利影響。 腐蝕抑制劑的效率取決于其化學性質,蝕刻溶液的濃度和組成,酸度,溫度,蝕刻金屬的組成和電極電位。

三月份麗水螺旋管市場呈現庫存上升拐點,較往年提前而下降,拐點較往年延后的局面,當前庫存水平已經超過歷年同期高點,這給鋼鐵價格造成一定壓力。貿易商恐慌心理加重,可能會低價拋現貨,從而螺旋管降低庫存,而現貨價格下降,又會壓制期貨價格。
螺旋管經常在高溫下擠壓成型,采用自動雙線雙面埋弧焊工藝焊接而成。螺旋管將帶鋼送入焊管機組,帶鋼由多個軋輥軋制,并逐漸卷起形成一個開口間隙的圓管坯。調節擠壓輥的減小量,以將焊接間隙控制在1-3mm,并使接頭的兩端齊平。
麗水螺旋管的主要工藝特點:螺旋管的特點及應用在成形過程中,鋼板變形均勻,殘余應力小,表面不劃傷。加工后的螺旋管,在直徑和壁厚的尺寸和規格范圍上,具有較大的靈活性,特別是在生產厚壁螺旋管,尤其是中厚壁管方面。
麗水螺旋管廠介紹它的使用質量要求:
1.立管的垂直安裝應小于每米3毫米,水平安裝應小于1毫米。
2.支管不得焊接在焊縫處,彎曲處應避免焊縫。
3.焊縫要求是直的,焊縫是滿的,焊縫表面沒有燒穿或裂縫。
麗水螺旋管廠將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。
1.如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。
2.如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。