13961857377



更新時間:2025-01-11 06:08:56 瀏覽次數(shù):1 公司名稱:無錫 樂道精密鋼管廠家有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 4900元 |
| 發(fā)貨期限 | 2天 |
| 供貨總量 | 1000 |
| 運費說明 | 物流 |
| 最小起訂 | 1噸 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產(chǎn)品材質 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn﹑304﹑201﹑310S |
| 產(chǎn)品品牌 | 樂道 |
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
| 發(fā)貨城市 | 無錫 |
| 產(chǎn)品產(chǎn)地 | 無錫 |
| 加工定制 | 加工 |
| 產(chǎn)品型號 | 型號齊全 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 過磅 |
| 產(chǎn)品顏色 | 金屬色 |
| 質保時間 | 1年 |
| 外形尺寸 | 正方形 長方形 |
| 適用領域 | 鋼結構、結構幕墻、機械制造,建筑建材、造船機場、液體運輸 |
| 是否進口 | 否 |
| 質量認證 | 認證 |
| 產(chǎn)品功率 | 456 |
| 工作溫度 | 550 |
| 長度 | 1-12米 |
| 生產(chǎn)工藝 | 冷擠壓 |
| 交貨狀態(tài) | 冷拔或退火(根據(jù)客戶用途) |

廠家5米定尺")
廠家5米定尺")
廠家5米定尺")
廠家5米定尺")
廠家5米定尺")
廠家5米定尺")
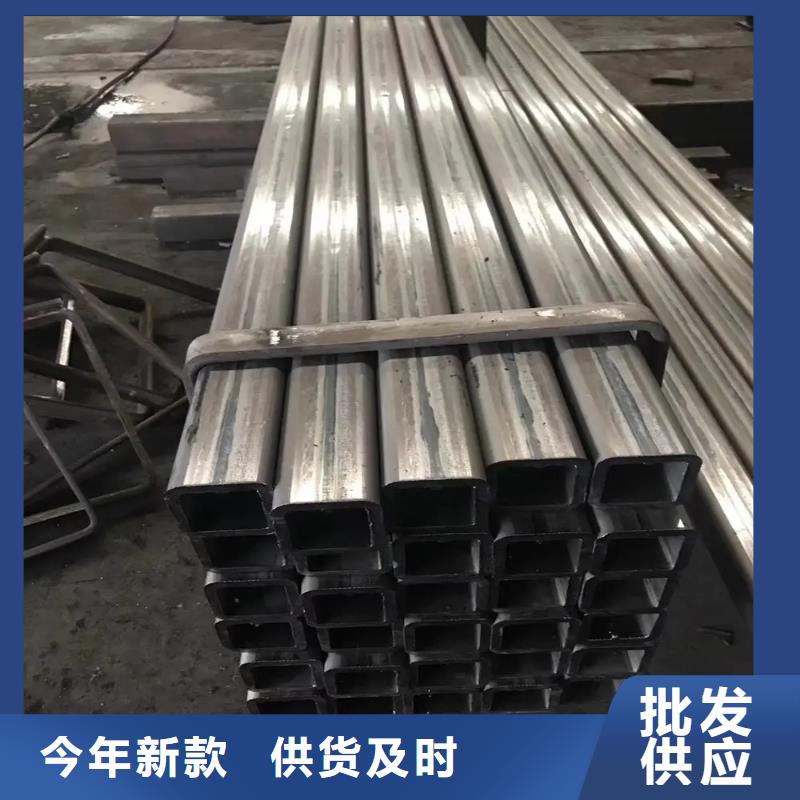
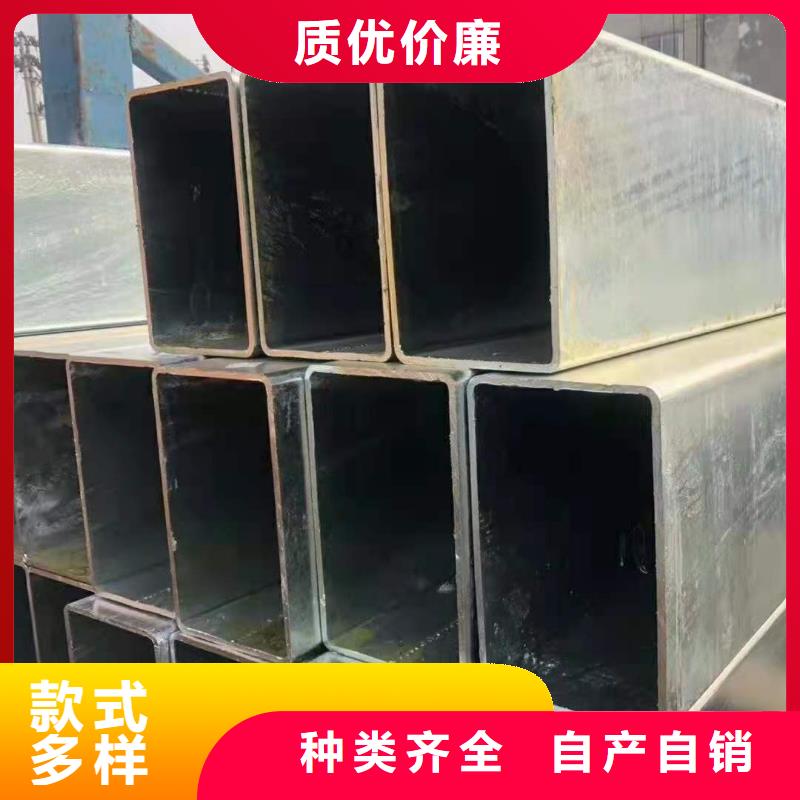
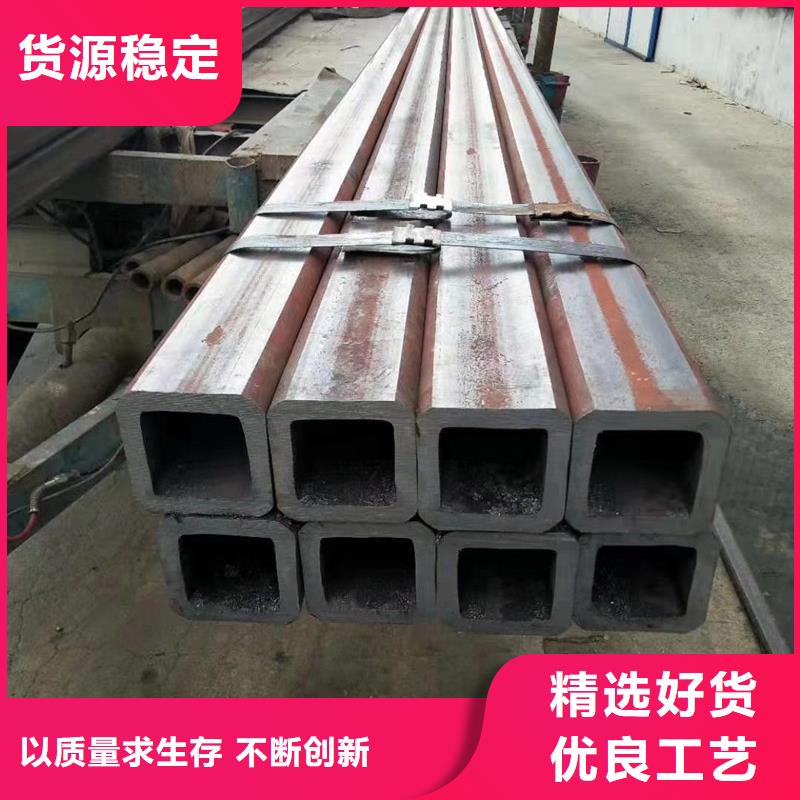
南通無縫方管的材料主要取決于在什么地方使用。強度要求是一般的。高強度碳素結構鋼是由合金結構鋼制成的。如果承受彎矩或力矩,矩形管較好(彎曲截面系數(shù)bh^2/6或慣性矩較大);但如果要承受剪力,方管更好(大的橫截面積)。另外,在正常情況下,焊接的6米矩形管和6米以上12米矩形管可以根據(jù)客戶數(shù)量軋制。在正常情況下,廠家可以根據(jù)您的要求在12米以內(nèi)定制長度。
南通無縫方管和矩形管的應用:如輸送石油、天然氣、天然氣、水和某些固體材料的管道。廣泛應用于結構件和機械零件的制造,如石油鉆桿、汽車傳動軸、自行車架、建筑用鋼腳手架等。
南通無縫方管是由熱軋或冷軋鍍鋅帶材或鍍鋅卷材作為毛坯,經(jīng)冷彎后,再高頻焊接而成的具有方形截面形狀和尺寸的空心方截面鋼管;或采用預先預制冷浸空心鋼管再熱鍍鋅而制成的鍍鋅矩形鋼管。鍍鋅方管分為熱鍍鋅方管和冷鍍鋅方管的生產(chǎn)工藝。正是由于這兩種鍍鋅方管的添加量不同,才產(chǎn)生了許多不同的物理化學性質。總的來說,它們在強度、韌性和力學性能上有很多不同。廠家5米定尺")
南通無縫方管成型方法:
1、實彎
南通無縫方管實彎,顧名思義是壓實了彎折,實彎時內(nèi)外輥與管坯內(nèi)外壁雙向壓實。
1)實彎的優(yōu)點是反彈小,成型準確,而且只要輥型準確,內(nèi)角成型的R比較準確。
2)實彎的缺點是有拉伸/減薄效應。
① 實彎會使彎折處產(chǎn)生拉伸,拉伸效應使彎折線縱向的長度縮短;
② 實彎彎折處金屬會因拉伸而變薄。
南通無縫方管空彎
空彎是通過外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會使彎折線產(chǎn)生壓縮,壓縮效應使彎折線縱向伸長,彎折處金屬出現(xiàn)堆積變厚,這就是空彎的壓縮/增厚效應。
南通無縫方管空彎的優(yōu)點是可以在無法進行實彎時進行邊長的彎折,比如方矩管的上邊/側邊同步彎折和精整。空彎還可以彎折R<0.2t的內(nèi)角而不致管壁發(fā)生斷裂。廠家5米定尺")
南通無縫方管的不均勻主要表現(xiàn)在螺旋壁不均勻、線形壁厚不均勻、頭尾壁厚又厚又薄等現(xiàn)象。
南通無縫方管壁厚不勻的原因是穿孔機軋制中心線不正確、兩輥傾角不勻或塞前減徑小等調(diào)整原因造成壁厚不勻。它一般沿鋼管的整個長度呈螺旋狀分布。其主要措施是調(diào)整穿孔機的軋制中心線,使兩輥傾斜角相等,并根據(jù)軋制工作臺給出的參數(shù)對軋機進行調(diào)整。
南通無縫方管壁厚線性不均勻的原因是芯棒預穿線鞍高度調(diào)整不當,芯棒預穿線一側接觸毛細,導致接觸面毛細溫度急劇下降,造成壁厚不均,拉深凹凸不平等缺陷。連續(xù)輥之間的間隙過小或過大。管機中心線偏差。單、雙機架減量不均勻,會造成單機架方向的超薄(超厚)和雙機架方向的超厚(超薄)線對稱偏差。主要措施是調(diào)整芯棒預攻絲鞍的高度,保證芯棒與毛細管對中。在改變孔型和軋制規(guī)格時,應測量輥縫,使實際輥縫與軋制臺一致。用光學定心裝置調(diào)整軋制中心線,在年度大修時須對管機中心線進行校正。廠家5米定尺")
南通無縫方管的生產(chǎn)方法
大部分鋼加工是通過壓力加工的鋼,這使加工后的鋼(鋼坯,鑄錠等)產(chǎn)生塑性變形。根據(jù)鋼的加工溫度,將鋼分為冷加工和熱加工。鋼材的主要加工方法如下:
南通無縫方管軋制:一種壓力處理方法,其中鋼的金屬坯料穿過一對旋轉輥的間隙(各種形狀),并且由于輥的壓縮,材料的橫截面減小并且長度增加。這是鋼產(chǎn)品常用的生產(chǎn)方法,主要用于生產(chǎn)鋼型材,板材和管材。它分為冷軋和熱軋。
南通無縫方管鍛鋼:一種壓力處理方法,利用鍛錘的往復沖擊力或壓力機的壓力將毛坯改變成所需的形狀和尺寸。一般分為自由鍛造和模鍛。它通常用于生產(chǎn)具有相同橫截面的大型材料和大型鋼。
南通無縫方管拉拔鋼材:通過模孔將軋制的金屬毛坯(形狀,管材,產(chǎn)品等)拉成橫截面,減小長度并增加加工方法,主要用于冷加工。廠家5米定尺")