



為了給您提供更的螺旋管_型材廠多種規格供您選擇產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發現更多驚喜。
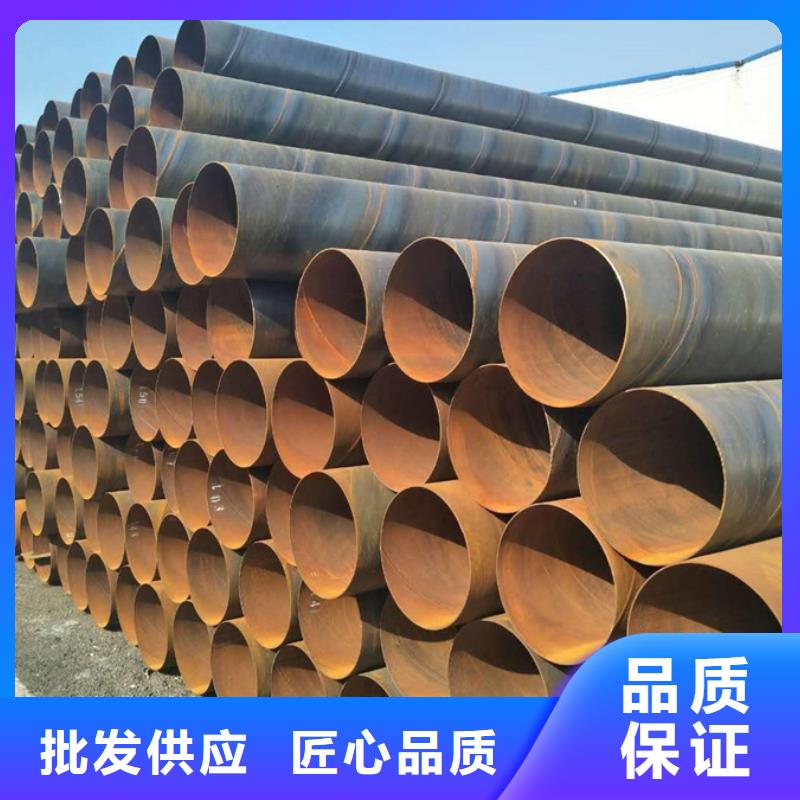
以下是:螺旋管_型材廠多種規格供您選擇的圖文介紹
蘇滬金屬制品有限公司秉承“以客戶為中心,以低價為基礎,以客戶滿意為目標”的經營理念,以優惠的 山東濟南09CuPCrNiA角鋼價格來贏得用戶的信賴。我公司成立迄今,正是由于各界朋友們對于我們的持續支持與關懷,及本公司全體同仁辛勤的耕耘與付出,使公司持續發展與茁壯成長。展望未來,我公司人懷著感恩之心,來回饋社會,服務顧客。



山東濟南鍍鋅螺旋管可以在-40°C至+ 80°C的溫度范圍內交替使用,而不會老化,因為它不會破裂,因此可以在嚴酷的環境(如寒冷地區)中使用。大口徑涂層鋼管廣泛應用于自來水,天然氣,石油,化工,制藥,電信,電力,船舶等工程領域。因為它不會破裂,所以可以在嚴酷的環境下使用,例如寒冷的地方。大口徑涂層鋼管廣泛應用于自來水,天然氣,石油,化工,制藥,電信,電力,船舶等工程領域。因為它不會破裂,所以可以在嚴酷的環境下使用,例如寒冷的地方。 山東濟南鍍鋅螺旋管廣泛應用于自來水,天然氣,石油,化工,制藥,電信,電力,船舶等工程領域。 山東濟南鍍鋅螺旋管焊接常常會出現很多問題,問題出現后很多采購商不知所措,開始查找各種解決問題的資料,試圖彌補這些焊接缺陷,今天專業生產廠家為大家科普一下螺旋鋼管在焊接時會出現的常見問題,在源頭上解決問題而不是問題出現了再去彌補問題。



二. 山東濟南防腐螺旋管沖壓成形 沖壓成形螺旋鋼管彎頭是早應用于批量生產無縫彎頭的成形工藝,目前,在常用規格的彎頭生產中已被熱推法或其它成形工藝所替代,但在某些規格的彎頭中因生產數量少、壁厚過厚或過薄。產品有特殊要求時仍在使用。彎頭的沖壓成形采用與彎頭外徑相等的管坯,使用壓力機在模具中直接壓制成形。在沖壓前,管坯擺放在下模上,將內芯及端模裝入管坯,上模向下運動開始壓制,通過外模的約束和內模的支撐作用使彎頭成形。 與熱推工藝相比,沖壓成形的外觀質量不如前者;沖壓彎頭在成形時外弧處于拉伸狀態,沒有其它部位多余的金屬進行補償,所以外弧處的壁厚約減薄10%左右。但由于適用于單件生產和低成本的特點,故沖壓彎頭工藝多用于小批量、厚壁彎頭的制造。 沖壓彎頭分冷沖壓和熱沖壓兩種,通常根據材料性質和設備能力選擇冷沖壓或熱沖壓。 冷擠壓彎頭的成形過程是使用專用的彎頭成形機,將管坯放入外模中,上下模合模后,在推桿的推動下,管坯沿內模和外模預留的間隙運動而完成成形過程。


1、山東濟南鍍鋅螺旋管氣泡 氣泡經常出現在焊道的中心,而氫仍然以氣泡的形式隱藏在焊縫金屬中。主要原因是焊絲和焊劑表面有水分,未經干燥處理直接使用。另外,焊接過程中電流小,焊接速度過快,也會加速金屬的凝固。 2、山東濟南鍍鋅螺旋管咬邊 V形坡口沿焊縫中心線在焊縫邊緣出現,主要是由于焊接速度、電流、電壓等條件不當,焊接速度過高而不適合產生邊緣咬邊缺陷。 3、山東濟南鍍鋅螺旋管熱裂紋 產生熱裂紋的原因是焊接應力大,或焊接金屬中硅元素含量高。另一個是硫磺裂縫。坯料為強硫偏析帶板(屬軟沸騰鋼)。在焊接過程中,硫化物進入焊縫金屬并產生裂紋。 4、山東濟南鍍鋅螺旋管焊透度不足 內外焊接金屬的重疊度不夠,有時未焊透等。


