

更新時間:2025-01-15 13:31:07 瀏覽次數:2 公司名稱:聊城 鵬鑫鋼鐵有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 100000噸 |
| 運費說明 | 電議 |
| 最小起訂 | 0 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品材質 | Q345 Q235等 |
| 產品品牌 | 鵬鑫 |
| 產品規格 | 齊全 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 加工定制 | 是 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品顏色 | 原色 |
| 適用領域 | 機械等 |
| 是否進口 | 否 |


<長治>鵬鑫鋼鐵
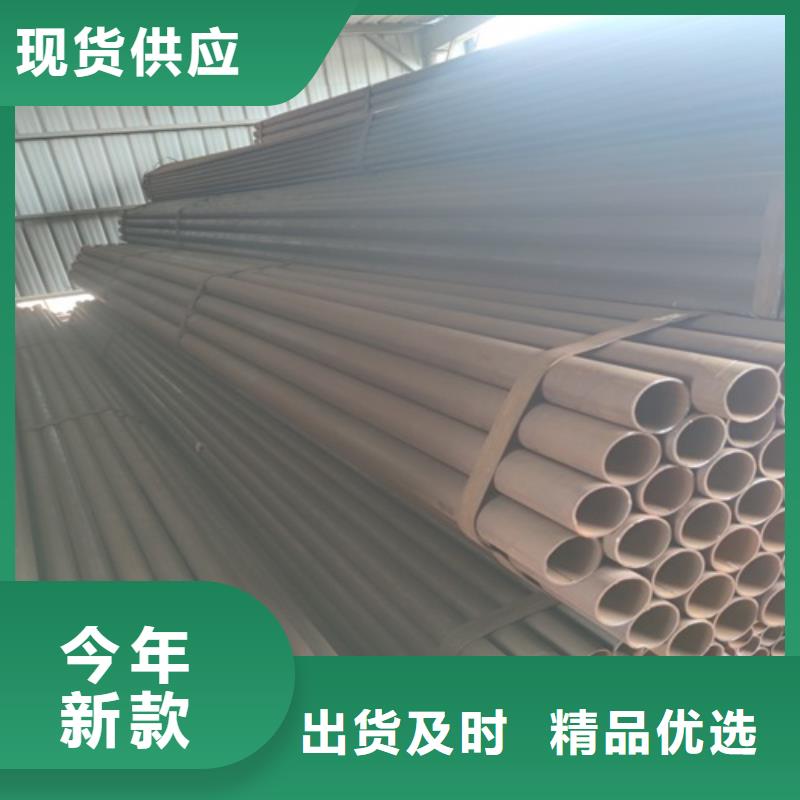
長治6分焊管現貨直供

冷軋焊管工藝流程 冷軋焊管具有承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口壓扁無裂縫等特點,冷軋焊管主要用于機械結構、液壓設備及汽車摩托車的氣動或液壓元件,如氣缸或油缸等。 冷軋焊管生產基本的工藝流程是:熱軋毛管—>毛管檢查、修磨—>毛管酸洗—>毛管酸洗后復檢—>冷拔—>精拉道次前矯直—>酸洗、潤滑—>精拉—>成品前處理—>入庫。 冷軋焊管生產需要注意事項: 1、毛管 冷軋焊管毛管壁厚要均勻、內外表面缺陷少;要配置外表面拋光及內孔缺陷清理設備。 2、復檢 冷軋焊管與普通冷拔鋼管相比,冷軋焊管生產增加了熱軋毛管酸洗復檢工序,主要是要保證毛管外表面無折疊、裂紋等缺陷,排除掉內表面存在折疊、嚴重劃線、麻面等缺陷的毛管。 3、工具 一般冷軋焊管生產所使用的工具的表面光潔度要求在Ra0.4以上,尺寸精度達到H3以上,硬度要求在HRC70以上。同時要求拉拔過程中不能出現頂頭或模具粘鋼現象。 4、退火 退火在所有的冷軋焊管生產中是非常重要的工序,退火質量的好壞既影響鋼管的性能也影響氧化鐵皮的。冷軋焊管需要配置無氧化光亮退火爐設備。 5、酸洗 冷軋焊管在硫酸酸洗過程中容易形成以Fe2O3、Fe3O4為主的“黑渣”,在后續生產中形成表面黑斑。Fe2O3、Fe3O4易溶于鹽酸,為防止黑斑形成則在酸池中加入5-10g/l的NaCl。 6、潤滑 冷軋焊管應選用樹脂作潤滑劑,這種潤滑與磷化加潤滑(皂化)相比有明顯的區別,拔制出來的鋼管呈現鐵基體的本色,既有高的光潔度又有冷軋管般的漂亮外觀色澤。 生產冷軋焊管的工業控制包括模具設計、退火、酸洗、潤滑等條件控制,同時應在毛管質量檢測、整修方面做好工作。


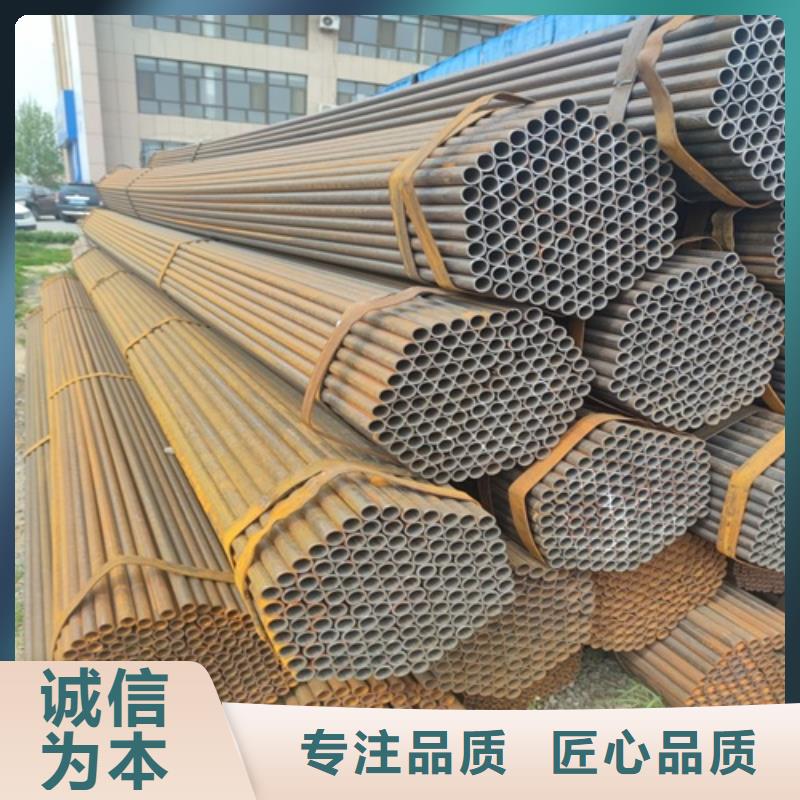
長治精密焊管的特點工藝及用途 長治精密焊管是一個廣義的概念,根據不同的使用要求有許多不同的個性化質量要求。精密焊管是在一般焊管基礎上進一步改進的結果,是焊管產品中的精細產品。 1.長治精密焊管的主要特點。 幾何尺寸,橫向壁厚均勻。鋼管形狀好。橢圓度小。焊縫質量可靠,內毛刺小。外表面光滑。焊縫熱處理或保護性氣氛熱處理后,鋼管可達到表面無氧、機械性能穩定、金相組織均勻的效果。其生產成本遠低于同類無縫精密鋼管,可直接或少量加工,降低設備加工成本。 二、長治精密焊管的制管工藝。 1長治精密焊管制管工藝: 長治精密焊管的生產工藝隨生產方式略有差異,但成型焊接部分的生產工藝基本相同,差異僅在后一個工藝中。典型的生產工藝流程如下: 1.1 種生產方式:帶鋼準備→開卷→矯平→切頭尾→焊接→活套儲存→成型→焊接→去除毛刺→焊縫熱處理→冷卻→直徑→無損檢測→飛剪切斷→矯直→切斷平頭→渦流檢測/水壓試驗→檢驗包裝→成品。 長治精密焊管主要用于化工、紡織、機械、儀器、航空、汽車等領域。如汽車、摩托車緩沖器、減速器、冷凝器、水箱管道、傳動軸、消音器、控制軸、推力制動管、液壓缸、氣缸、千斤頂、各種輸送輥、皮帶輥、印刷輥、紡織印染輥、紡織化纖機牽伸管、液壓支架管、深井泵管、各種機械光管、電加熱器外管、家用電器管道等。
<長治>鵬鑫鋼鐵