





鋼筋端面打磨機(jī)結(jié)構(gòu)與功能可以分為電控系統(tǒng)、氣動(dòng)加持裝置、銑削機(jī)構(gòu)、自動(dòng)加油機(jī)構(gòu)等部分。
(1) 電控系統(tǒng):選用國(guó)內(nèi)品牌電器元件,保證電氣平穩(wěn)運(yùn)行。
(2) 氣動(dòng)加持機(jī)構(gòu):由空壓機(jī)和雙加持缸及其附屬元件組成,雙氣缸結(jié)構(gòu)使加持更牢固,品牌空壓機(jī)供氣更穩(wěn)定充足。
(3) 銑削機(jī)構(gòu):6刀頭銑削頭,水平方向采用無(wú)極調(diào)試電機(jī),可根據(jù)鋼筋規(guī)格進(jìn)行調(diào)速。大功率銑削電機(jī)保證銑削迅速。
(4) 自動(dòng)加油機(jī)構(gòu):可自動(dòng)設(shè)定加油時(shí)間,無(wú)需擔(dān)心忘記加油使機(jī)器壽命縮短。
4.主要技術(shù)參數(shù)
· 轉(zhuǎn)速:1390 min 功率:3KW
· 電源:380V50-60HZ 重量:300KG
· 外形尺寸:長(zhǎng)1100mm寬840mm高1350mm
控鋼筋套絲生產(chǎn)線質(zhì)量?jī)?yōu)")
金屬帶鋸床斷帶的原因及措施:斷帶原因分析及故障處理 1.上導(dǎo)向塊間隙不合適,臥式金屬帶鋸床,對(duì)鋸背抵壓過(guò)重,使鋸帶齒根處張力過(guò)大產(chǎn)生裂紋導(dǎo)致斷帶。檢查方法:調(diào)整好兩 的切點(diǎn),使與兩鋸臂夾縫在同一水平線上,金屬帶鋸床品牌,鋸背與輪肩保持一定距離,以不切斷紙為宜;用一直尺沿夾好的鋸帶方向在鋸臂中間測(cè)量,吻合度在0.1~0.2mm之間,并且確定鋸背與導(dǎo)向塊完全吻合;導(dǎo)向塊活動(dòng)套間隙為0.5mm。 2.導(dǎo)向塊磨損造成鋸背磨損,使鋸帶背部產(chǎn)生裂紋導(dǎo)致斷帶。導(dǎo)向塊合金有明顯磨痕及凹槽,鋸背有不規(guī)則劃傷并在劃傷處斷裂,要經(jīng)常檢查。 3.夾緊塊因過(guò)緊或過(guò)松而磨損,使鋸帶側(cè)面劃傷。過(guò)緊增加鋸帶的負(fù)荷使之?dāng)嗔眩贿^(guò)松可使鋸帶走偏或鋸口有波紋。
帶鋸床液壓油在使用過(guò)程中會(huì)因摩擦、外力作用等因素造成油溫升高,油溫升高之后液壓油粘度下降,達(dá)不到原有標(biāo)準(zhǔn),在液壓油油溫升到度以上時(shí)液壓油基本無(wú)常工作。液壓油油溫升高粘度下降后,液壓柱下降過(guò)程不受影響,因?yàn)橛鸵禾幱卺尫艩顟B(tài),液壓柱靠重力作用即可下降;液壓柱上升過(guò)程中液壓油需通過(guò)油泵所施加壓力將壓力傳遞至油缸活塞上將液壓柱頂起,但油溫升高后粘度下降,無(wú)法達(dá)到正常的壓力傳遞,帶鋸床液壓柱上升緩慢或無(wú)法上升;另外油溫升高后油液粘度下降,對(duì)密封的要求更加嚴(yán)格,有可能存在內(nèi)泄。解決方法:。帶鋸床加裝冷卻裝置,在使用過(guò)程中將液壓油油溫保持在相對(duì)較低的溫度;。更換高一級(jí)粘度的液壓油,如#改為#;。查找有無(wú)內(nèi)泄現(xiàn)象;。更換油質(zhì)較好的液壓油。
帶鋸床油一熱液壓柱升不起來(lái)的原因分析
控鋼筋套絲生產(chǎn)線質(zhì)量?jī)?yōu)")
液壓油中雜質(zhì)含量。取數(shù)滴液壓油放在手上,用手指捻一下,若有較多的金屬顆粒或閃光點(diǎn)(陽(yáng)光下),證明液壓油富含機(jī)械雜質(zhì)過(guò)多。須進(jìn)行不少于42h以上的沉積,然后將其過(guò)濾后運(yùn)用。當(dāng)令替換液壓油。
停機(jī)后,操作作業(yè)設(shè)備使其置于 方位,封閉發(fā)主意,運(yùn)用液壓油自重,趁液壓油熱的時(shí)候放油(容易把機(jī)械雜質(zhì)、油污帶出),然后徹底清潔油箱及管路,參與新油。準(zhǔn)確清潔液壓系統(tǒng)。切忌運(yùn)用火油或柴油作清潔液。
清潔時(shí)應(yīng)選竭盡或許大的流量,使管路中液流呈紊流狀況,并結(jié)束各個(gè)實(shí)行元件的動(dòng)作,以便將污染物從各個(gè)泵、閥與液壓缸等元件沖刷出來(lái)。清潔結(jié)束后,在熱狀況下排掉清潔液,替換新油。
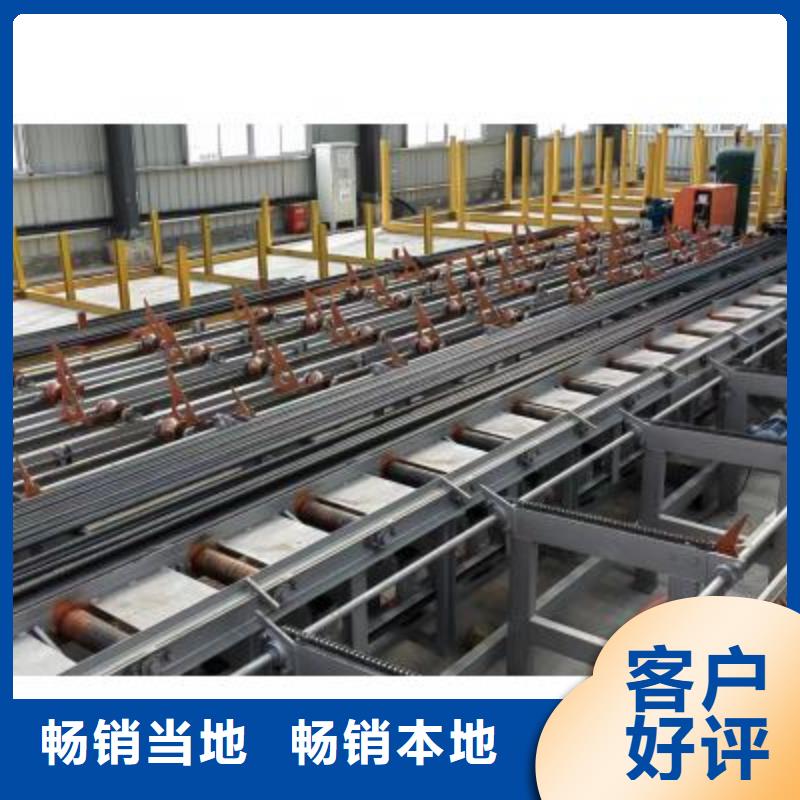
十堰鋸切套絲打磨生產(chǎn)線產(chǎn)品特點(diǎn):1.自動(dòng)化程度高,大大降低了勞動(dòng)強(qiáng)度2.全機(jī)配備橫向上料裝置,上料方便3.自動(dòng)套絲線與鋼筋鋸切設(shè)備連接,鋼筋通過(guò)鋸切設(shè)備將鋼筋裁剪到規(guī)定長(zhǎng)度后直接進(jìn)入套絲設(shè)備不需要占用場(chǎng)地存放鋼筋。4.鋼筋套絲工藝實(shí)現(xiàn)了自動(dòng)化生產(chǎn),提高了套絲生產(chǎn)設(shè)備的自動(dòng)化程度并減少勞動(dòng)力5.短時(shí)間實(shí)現(xiàn)從原材料到兩端套絲半成品6.智能翻料機(jī)構(gòu)當(dāng)加工工位工序完成同時(shí)下一工位沒(méi)有鋼筋時(shí)自動(dòng)進(jìn)行翻料動(dòng)作。鋸切套絲打磨生產(chǎn)線產(chǎn)品參數(shù):型號(hào)LYJQ-500鋸切寬度:500mm鋼筋直接:16-50mm鋼筋傳說(shuō)速度:90m/min鋼筋長(zhǎng)度范圍:1.5-12長(zhǎng)度誤差:±1mm鋸切主機(jī)功率:4kw外形尺寸:29*3.8*2.45m套絲機(jī)型號(hào):40-3/40-5型加工鋼筋直徑:16-40mm滾絲zui大長(zhǎng)度:80mm
控鋼筋套絲生產(chǎn)線質(zhì)量?jī)?yōu)")
