
文字的描繪可能無法完全捕捉鍍鋅方管方管精致工藝產品的精髓,觀看視頻,讓產品自己向您訴說它的故事。
以下是:鍍鋅方管方管精致工藝的圖文介紹
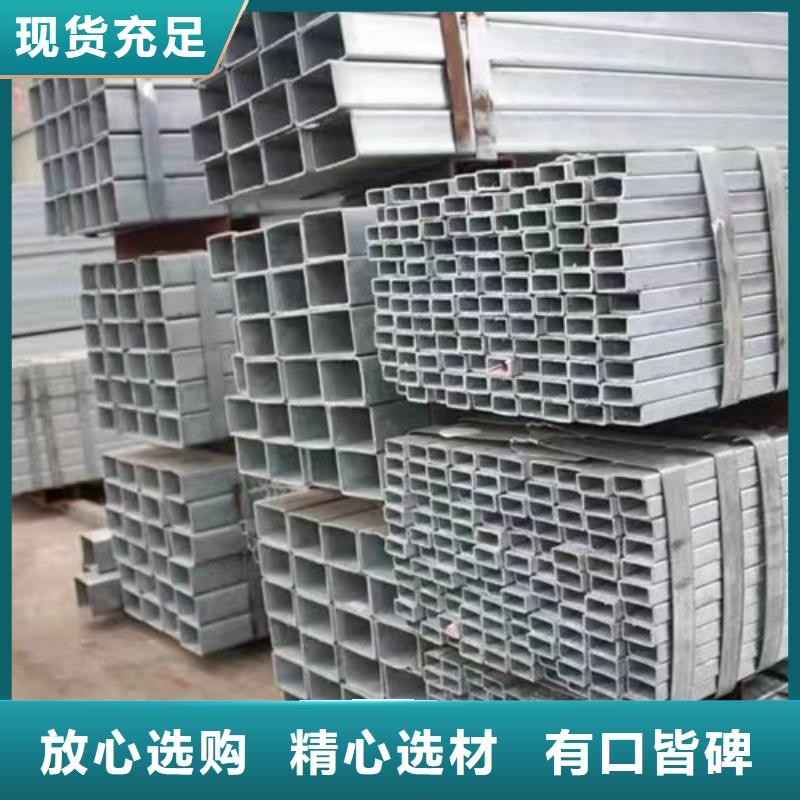
熱鍍鋅方管空拔時的三個難點 1.熱鍍鋅方管根據生產加工工作經驗,根據空拔前鍍鋅管原壁厚與直徑的比例,確定空拔壁厚變化的特點,然后乘以空拔后壁厚變化的數量。這是一驗公式定律,因為該簡單,在現場使用更多。 2.使用基礎知識計算公式,如根據空拔時應力場-應變力關系導出壁厚變化,引入平均外觀變化指數值的三維熱軋基礎知識導出空拔壁厚變化,利用連續速度場分析整個空拔過程,建立空拔壁厚變化的限定解分析等基礎知識計算公式,以及其他的工作經驗或半經驗公式定律,如二元多元回歸分析。由于此類計算公式使用不方便,現場使用較少。 無論是基礎知識計算公式還是工作經驗半經驗公式定律,都很難確定熱鍍鋅方管空拔時的厚度變化。因為他們忽略了以下三個困難: 1.空拔前,同一熱鍍鋅方管坯各橫截面平均厚度不同,存在同壁厚差。壁厚越厚,同壁厚差越大; 2.同一架管料,每個管坯的平均壁厚也不同,存在同架壁厚差; 3.帶芯軸拔出后,管坯的實際壁厚超過受托人壁厚,即壁厚會上升(稍厚)。 管坯同框壁厚差、同壁厚差、定壁道次壁厚上升的存在,降低了公式和算面計算空壁厚的變化特性和數量精度。 根據以上詳細說明,熱鍍鋅方管調整壁式差的原因有很多。除了測量的變化外,方管的厚度在生產加工中不能保持相同的厚度,肯定會有一定的差異,因此根據。



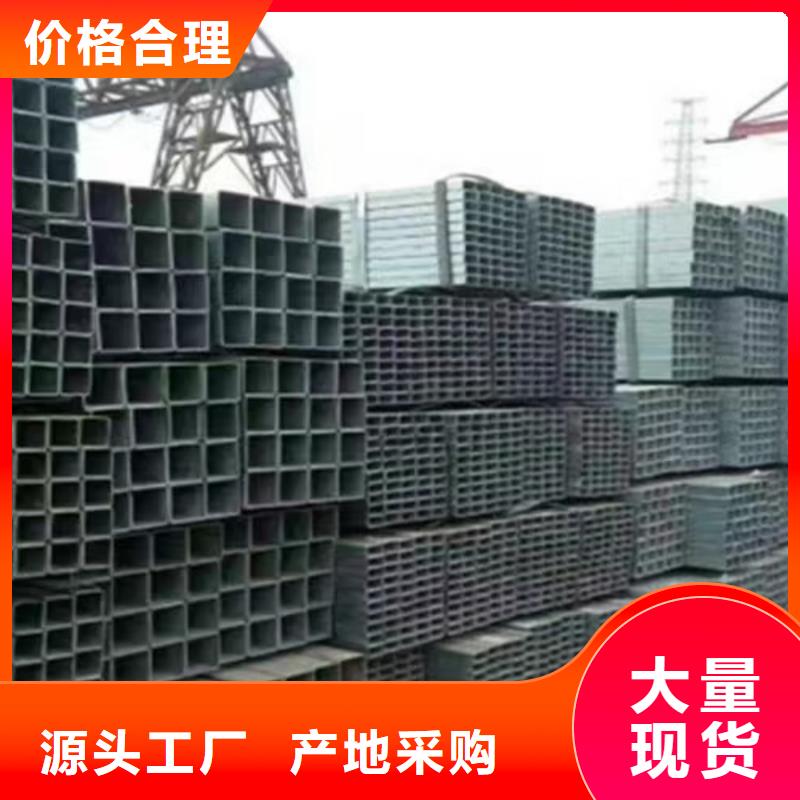
熱鍍鋅方管在成型,焊接,冷卻等經過一系列的處理之后,還需要進行鋸斷。在這個環節中,工藝備尺的長短,直接影響成品熱鍍鋅方管的質量及銷售,所以備尺長度要控制在±5毫米之間。不僅如此,在實際操作中,工作人員還必須要嚴格按照以下規程進行操作: 首先是給控制柜送電,然后閉合控制柜中的各個自動開關,同時閉合操作臺電源開關,微機起動。接下來還應閉合卸荷啟動按鈕,將司服電源柜的內外控鈕轉到外接位置,調向鈕搬至定向位置。然后按下步進電源啟動按鈕和鋸片電機啟動按鈕,使其啟動工作。此時微機顯示屏出現關于熱鍍鋅方管鋸斷的操作菜單提示,工作人員可按其進行手動、模擬、自動及設定等工具。 在設備運行之前,應檢查并確認壓縮氣壓保持為0.6Mpa,并用手動按鈕檢查下鋸、抱閘氣缸能動否。運行前,用手動工具將飛鋸小車后退至零位開關,小車則自動找零。熱鍍鋅方管頭部超過測速輥后,閉合測速輥上壓按鈕、脈沖編碼即能工作。 如果需要使其保持自動運行,那么應當按下小鍵盤上的啟動鍵,飛鋸機即自動反復運行。接下來按停車鍵,停止工作的程序,將使飛鋸小車鋸切熱鍍鋅方管工作完畢,再返回零位才不動,如果要改換工具,按動小鍵盤的復位鍵,即使微機顯示屏出現主菜單,并按鍵選擇工具和更改設定參數。 需要注意的是,如果熱鍍鋅方管機組需要停止較長的時間,那么應當先關閉步進電源,鋸片電機停轉,這就節約了能源。同時還要經常檢查測速光電編碼的工作脈沖質量,防止撞擊編碼器或使其浸水。根據熱鍍鋅方管的不同規格,及時調整平頭刀的位置及修磨形狀,平頭后的鋼管端面應光滑平整,達到工藝要求。



路易瑞國際貿易有限公司(郴州分公司)自成立以來,緊密依托大平臺,按照“專業化、規范化、市場化”的經營原則,堅持“差異化競爭、精細化營銷、專業化經營、集約化發展”的市場策略,拓展【Q345BH型鋼】業務,為客戶提供、優質、的服務,與客戶共同興業、共同成長。
