

聯系我們

螺旋管球墨鑄鐵管支持大小批量采購
更新時間:2025-01-26 11:09:48 瀏覽次數:3 公司名稱:重慶 南恩物資有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 280 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |

南恩物資有限公司堅持以優質的產品、合理的價格面向客戶, 廣東江門不銹鋼管產品遠銷全國,一直深受廣大客戶的青睞和歡迎,獲得 了廣大用戶朋友的好評和信賴。我們相信,通過我們的不斷努力和追求,一定能夠實現與客戶的互利共贏!


產品結構形式:預制直埋蒸汽保溫管由蕊管(工作鋼管)減租層、隔熱層、反射層、緊固鋼帶、滑動支架、空氣層、外護鋼管、噴涂聚氨酯、纏繞玻璃鋼組成。
聚氨酯保溫管注意事項
1.一定要真正理解供熱管道直埋敷設方式分為有彌補直埋敷設及無補償直埋敷設兩種方式,設計和施工中。確實掌握兩種方式各自的工作原理,特點及其應用場所,以便在設計上合理選用,施工上、可靠、經濟。
2.進場后認真進行檢驗,施工前必需對生產預制直埋保溫管的廠家進行調研。對不合格的保溫管拒絕使用。
3.聚氨酯保溫管焊接是一項保證工程質量的關鍵工作,在預制直埋管道施工中。
4.各種井室的施工質量直接影響工程質量和管道的使用壽命,固定支架。如井室防水不好,將使部件因浸水遭到破壞。因此,應認真施工,確保施工質量。
5.滿足打壓條件下,必需重視預制直埋保溫管道的打壓。首先進行灌水排凈空氣,然后分兩步做:穩壓10分內無滲漏。強度試驗:把管道內的壓力升至工作壓力的1.5倍后;用1kg小錘在焊縫周圍對焊縫逐個進行敲打檢查,嚴密性試驗:把管內的壓力降至工作壓力時,30分鐘無滲漏且壓力降不超過0.2個大氣壓即為合格;應按規范要求做好試壓記錄。
6.因預制直埋保溫管埋于地下,工程驗收。絕大部分屬于隱蔽工程,如果竣工驗收不認真,竣工資料不詳細,將會影響以后的使用。
7.接頭,回填土應在管道試壓。竣工丈量,清掃完畢后方可進行,且必需按聚氨酯保溫管施工特點回填規定厚度砂子,千萬不可偷工減料
8.必需引起足夠重視。預制直埋保溫管現場接頭保溫須在試壓合格后方可進行,現場接頭保溫施工。這一項內容是預制直埋保溫管道施工特有的施工質量好壞直接影響使用壽命。保溫層有現場發泡施工和保溫瓦施工兩種方法,不論采用哪種方法施工,都不能出現環形空間,開裂、脫層等缺陷,維護層的做法有多種(如高密度聚乙烯和玻璃鋼保護層)但都必須保證接頭的整體性,嚴密性,防水性。聚氨酯保溫管起發速度慢此現象一般出現在秋冬季節或早晨施工,因為氣溫突然降低或氣溫低所致。將環境溫度、黑料溫度升高即可解決。一般將黑料溫度升至30-60,環境溫度升至20-30即可。



南恩物資有限公司成立初期一直堅持“質量是天,是命”的生產理念,從 廣東江門不銹鋼管的生產,層層把關,嚴格篩選,確保 廣東江門不銹鋼管產品的高品質生產。公司深知,做產品要質量可靠、交貨及時、價格合理、服務周到,做企業要創造精品、服務社會,公司會堅持落實貫徹企業理念,竭誠與國內外朋友合作,共謀大業。



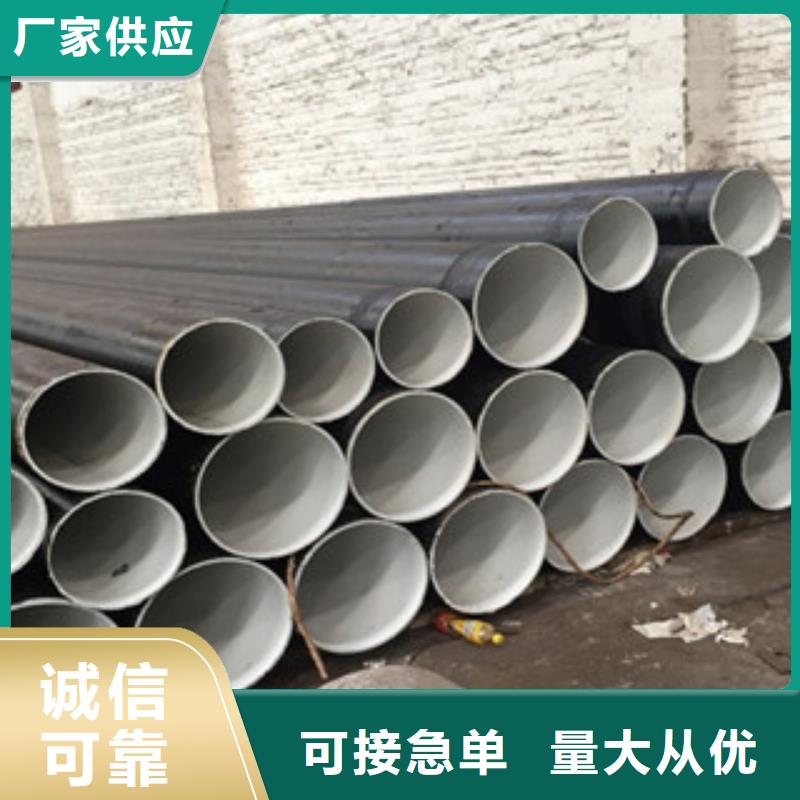
螺旋鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。
執行標準:
依據API SPEC 5L管線鋼管規范、GB/T9711-2011、AWWA C200、ASTM A252、ASTM A53、DIN1626、SY/T5037石油天然氣輸送管道標準生產和檢驗
適用范圍:
石油天然氣工業 化學工業 電力工業 可燃性流體和非可燃性流體輸送管道用和建設結構用 給排水工程 城市建設等。
螺旋鋼管產品說明:螺旋鋼管生產工藝:是一帶鋼卷為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋焊接鋼管。螺旋鋼管的特點:直縫鋼管生產工藝簡單,生產效率高,成本低等。螺旋鋼管的強度一般比直縫鋼管高,能用較窄的材料生產管徑較大的螺旋鋼管,還可以用同樣寬度的帶鋼生產不同管徑的螺旋鋼管。
很多的人對于螺旋鋼管的堆放都是一知半解,其實螺旋鋼管堆碼的原則要求是在碼垛穩固、確保的前提下,做到按品種、規格碼垛,不同品種的材料要分別碼垛,防止攪渾和相互侵蝕,下面螺旋焊管生產廠家專業人 員為您簡單介紹四點螺旋焊管的堆放注意事項,希望對您有所幫助。
1、螺旋鋼管垛底應墊高、堅固、平整,防止材料受潮或變形,禁止在螺旋鋼管垛位四周存放對鋼材有侵蝕作用的物品。
2、垛與垛之間應留有一定的通道,檢查道一般為0.5m,出入通道視材料大小和運輸機械而定,一般為1.5~2.0m。
3、露天堆放應俯放,即口朝下,工字鋼應立放,鋼材的I槽面不能朝上,以免積水生銹。
4、露天堆放的螺旋鋼管型鋼,下面必需有木墊或條石,垛面略有傾斜,以利排水,并留意材料安放平直,防止造成彎曲變形。


螺旋鋼管主要工藝特點:成型過程中,鋼板變形均勻,殘余應力小,表面不產生劃傷。加工的螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性,尤其在生產高鋼級厚壁管,特別是中小口徑厚壁管方面具有其他工藝無法比擬的優勢, 可滿足用戶在螺旋鋼管規格方面更多的要求。采用先進的雙面埋弧焊的工藝,可在 位置實現焊接,不易出現錯邊、焊偏和未焊透等缺陷,容易控制焊接質量。 對鋼管進行的質量檢查,使鋼管生產的全過程均在有效的檢測、監控之下,有效地保證了產品質量。整條生產線的全部設備具備與計算機數據采集系統聯網的功能,實現數據即時傳輸,由中央控制室對生產過程中的技術參數。
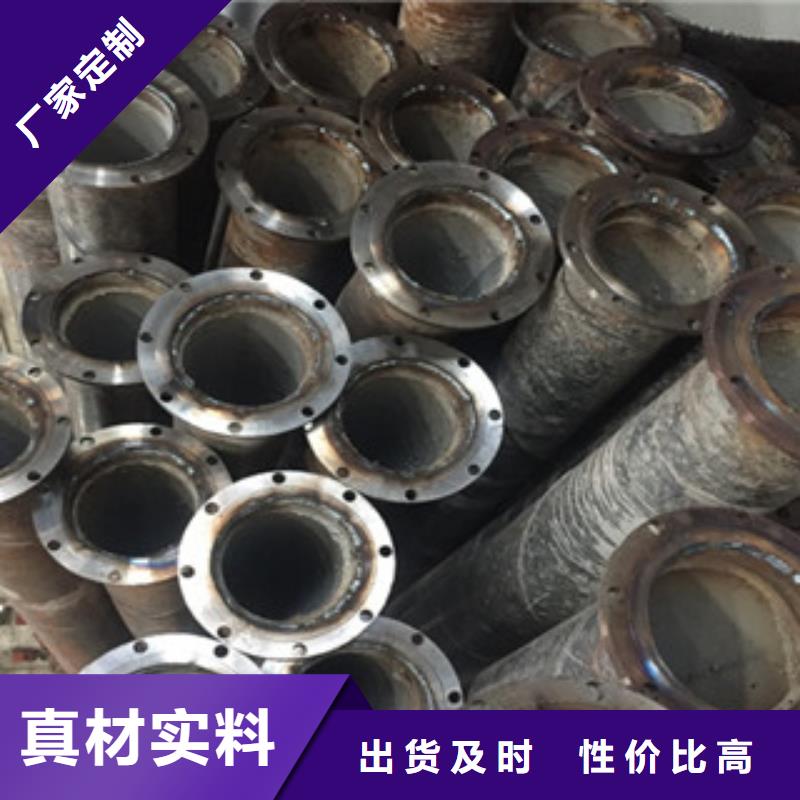
檢驗工藝:原材料檢驗、校平檢驗、對接焊檢驗、成型檢驗、內焊檢驗、外焊檢驗、切管檢驗、超聲波檢驗、坡口檢驗、外形尺寸檢驗、X射線檢驗、水壓試驗、終檢驗為保證產品質量,我們制定了完善的質量計劃,現場工作程序及檢驗、試驗計劃。防腐:本項目的防腐要求與國內其它項目相比有較大不同,其主要區別在于:內防腐材料國內一般采用水泥砂漿,本項目采用環氧涂料(厚度0.4mm)。


