

聯系我們

不銹鋼焊管參數
更新時間:2025-01-28 04:29:35 瀏覽次數:2 公司名稱:聊城 惠寧金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 8.5/kg |
| 發貨期限 | 1-3 |
| 供貨總量 | 8888888 |
| 運費說明 | 包郵 |
| 最小起訂 | 1支 |
| 質量等級 | 優級 |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品品牌 | 惠寧 |
| 產品規格 | 齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 是 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 工業等級 |
| 質保時間 | 1年 |
| 外形尺寸 | 齊全 |
| 適用領域 | 化工管道 |
| 是否進口 | 否 |
| 質量認證 | 已認證 |
| 產品功率 | 國標 |
| 工作溫度 | 國標 |
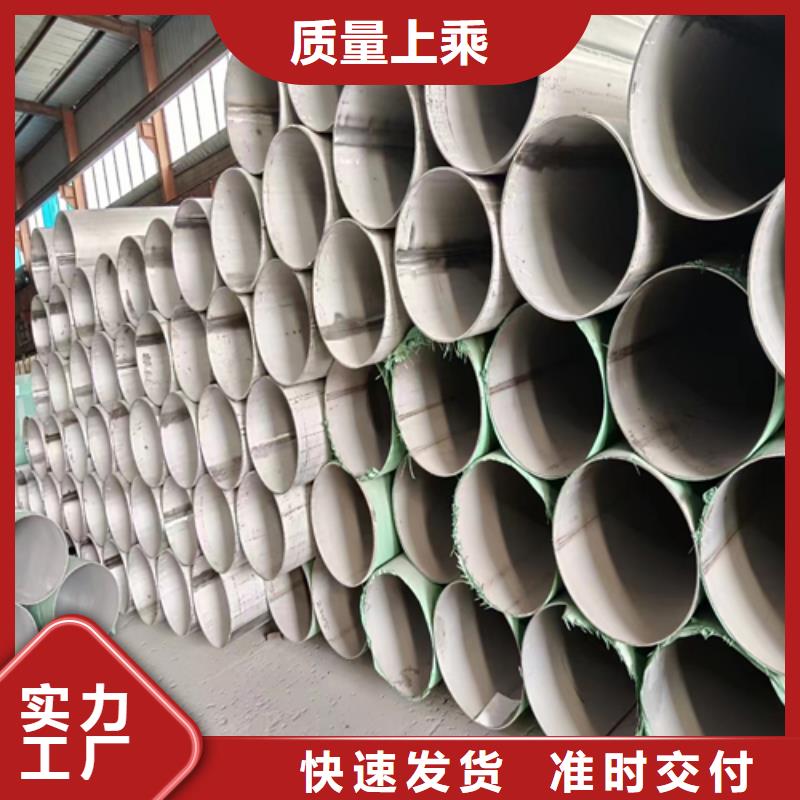

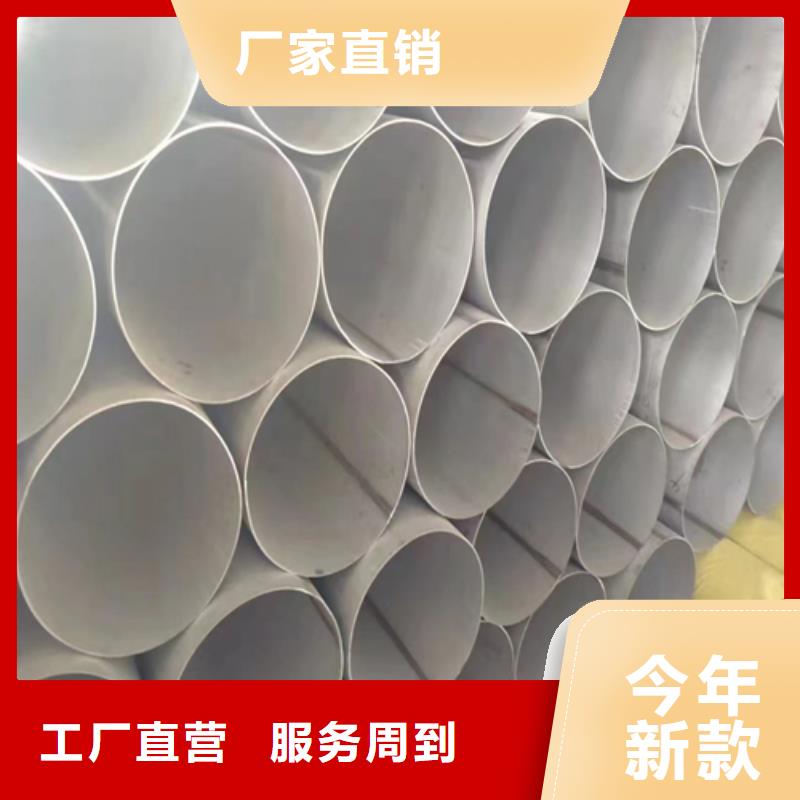

產品細節圖

昌都不銹鋼焊管 304 316L 310S不銹鋼焊管焊瘤焊縫中的液態金屬流到加熱不足未熔化的母材上或從焊縫根部溢出冷卻后形成的未與母材熔合的金屬瘤即為焊瘤。焊接規范過強、焊條熔化過快、焊條質量欠佳(如偏芯)焊接電源特性不穩定及操作姿勢不當等都容易帶來焊瘤。在橫、立、仰位置更易形成焊瘤。 焊瘤常伴有未熔合、夾渣缺陷易導致裂紋。同時焊瘤改變了焊縫的實際尺寸會帶來應力集中。管子內部的焊瘤減小了它的內徑可能造成流動物堵塞。 防止焊瘤的措施:使焊縫處于平焊位置正確選用規范選用無偏芯焊條合理操作。 凹陷:凹坑指焊縫表面或背面局部的低于母材的部分。 凹坑多是由于收弧時焊條(焊絲)未作短時間停留造成的(此時的凹坑稱為弧坑)仰立、橫焊時常在焊縫背面根部產生內凹。 凹坑減小了焊縫的有效截面積弧坑常帶有弧坑裂紋和弧坑縮孔。 防止凹坑的措施:選用有電流衰減系統的焊機盡量選用平焊位置選用合適的焊接規范收弧時讓焊條在熔池內短時間停留或環形擺動填滿弧坑。


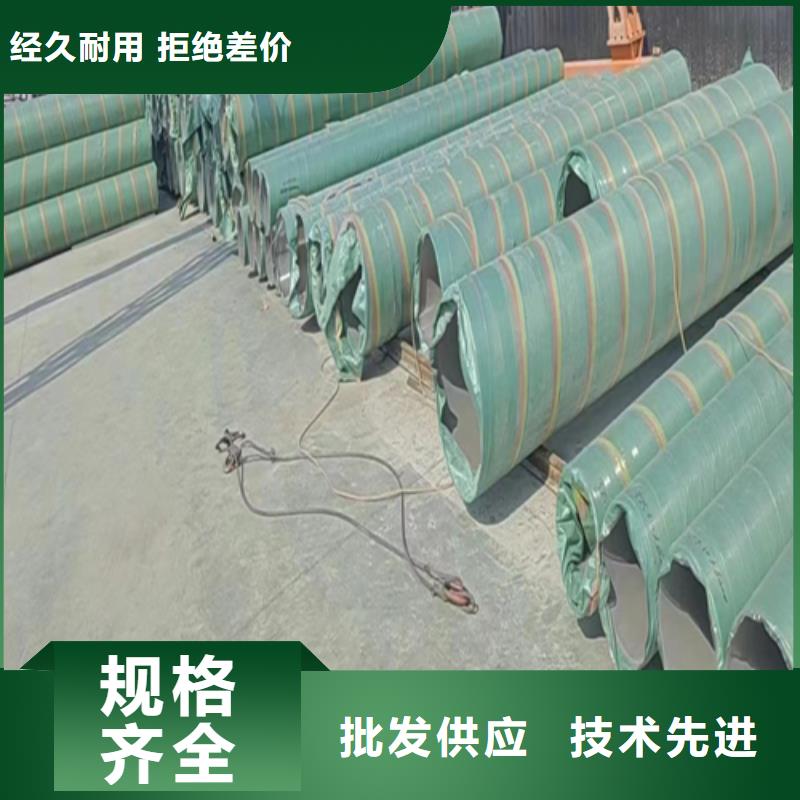
公司實力

昌都不銹鋼焊管 304 316L不銹鋼焊管 產生冷裂紋的原因 1)在焊接熱循環的作用下,熱影響區生成了淬硬組織; 2)焊縫中存在有過量的擴散氫,且具有濃集的條件; 3)接頭承受有較大的拘束應力。 ● 防止產生冷裂紋的措施 1)選用低氫型焊條,減少焊縫中擴散氫的含量; 2)嚴格遵守焊接材料(焊條、焊劑)的保管、烘焙、使用制度,謹防受潮; 3)仔細清理坡口邊緣的油污、水份和銹跡,減少氫的來源; 4)根據材料等級、碳當量、構件厚度、施焊環境等,選擇合理的焊接工藝參數和線能量,如焊前預熱、焊后緩冷,采取多層多道焊接,控制一定的層間溫度等; 5)緊急后熱處理,以去氫、內應力和淬硬組織回火,改善接頭韌性;采用合理的施焊程序,采用分段退焊法等,以減少焊接應力。 六、 其他缺陷 焊接中還常見到一些焊瘤、弧坑及焊縫外形尺寸和形狀上的缺陷。 ● 產生焊瘤的原因 運條不均,造成熔池溫度過高,液態金屬凝固緩慢下墜,因而在焊縫表面形成金屬瘤。立、仰焊時,采用過大的焊接電流和弧長,也有可能出現焊瘤。焊縫表面存在焊瘤影響美觀,并易造成表面夾渣。