
保障")




文字或許能描繪6+4耐磨堆焊板哪里可以定做產(chǎn)品的輪廓,但視頻卻能賦予它生命。每一幀都是一次全新的體驗(yàn),每一次點(diǎn)擊都是一次心靈的觸動。快來觀看,讓產(chǎn)品活起來!
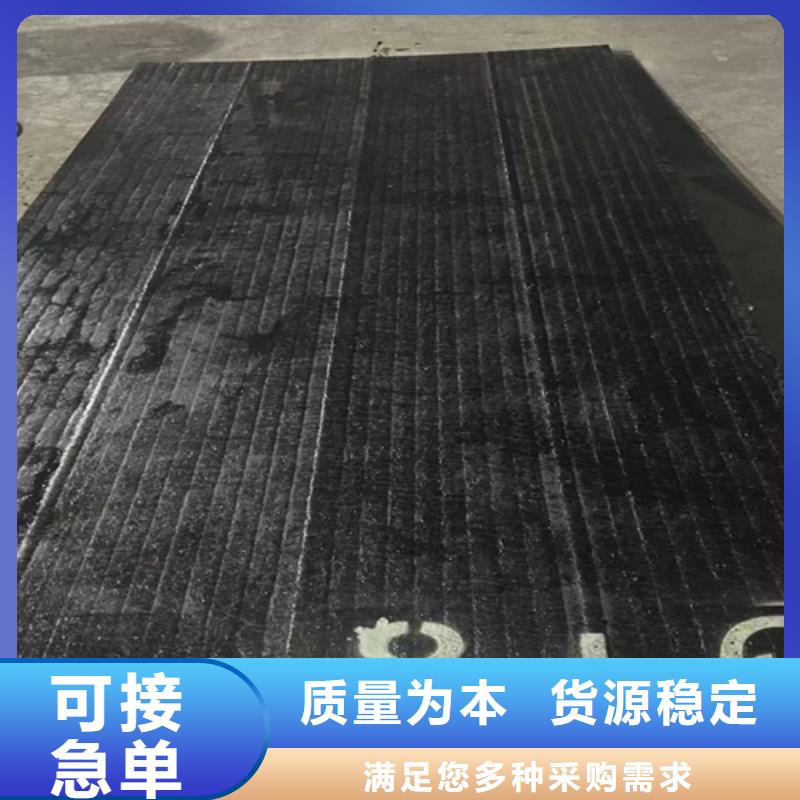
以下是:6+4耐磨堆焊板哪里可以定做的圖文介紹

【多麥金屬】高錳耐磨耐候鋼板生產(chǎn)廠家是一家集研發(fā)、生產(chǎn)、銷售、施工及售后服務(wù)于一體的穩(wěn)步快速發(fā)展的專業(yè)化 廣東陽江35#鋼板廠家,總部設(shè)立于經(jīng)濟(jì)技術(shù)開發(fā)區(qū)創(chuàng)業(yè)大廈B塔310。在打造 廣東陽江35#鋼板品牌文化的同時(shí),公司堅(jiān)持用企業(yè)文化企業(yè)核心競爭力,使企業(yè)在發(fā)展中樹立起良好的社會形象。“行遠(yuǎn)必自邇、追求無止境”,始終堅(jiān)持質(zhì)量穩(wěn)定、服務(wù)周到、全程一體化服務(wù)于全國各地 廣東陽江35#鋼板消費(fèi)者。


堆焊工藝方法在堆焊前先將明弧堆焊焊絲穿過送絲輪和導(dǎo)電嘴,焊槍接電源正極,基材接電源負(fù)極,通電后焊絲先與基材之間形成電弧,隨焊槍擺動向前焊接,電弧開始在焊絲與基材之間產(chǎn)生,進(jìn)人穩(wěn)定焊接過程。在堆焊過程中,焊槍的擺動寬度應(yīng)大于焊絲直徑的4倍以上,以避免擺動過寬造成焊道兩側(cè)熔深過大,擺寬過窄造成成形不良。堆焊過程中的易損件,如導(dǎo)電嘴、廣東陽江送絲輪應(yīng)及時(shí)更換,否則會導(dǎo)致送絲不暢,而產(chǎn)生斷弧。焊絲的干伸長度要適中,不能過長或過短(一般25mm)。過長會導(dǎo)致焊道不直,影響焊縫成形;過短會導(dǎo)致斷弧,影響連續(xù)焊接和板的質(zhì)量。在實(shí)際的生產(chǎn)過程中,我們采用四頭堆焊板工藝,同時(shí)用四臺焊機(jī)堆焊。采用這種方法能提高生產(chǎn)效率,降低成本。如堆焊規(guī)格為1500mmx3500mm的Q235鋼板,當(dāng)選用2.8mm焊絲,堆焊4mm厚度時(shí),大約只需要3.5h,一人操作即可完成整張板的焊接。同時(shí)焊接過程中采用壓力水冷技術(shù),既可提高冷卻速度,也可提高板的硬度和。焊接速度的選擇:從堆焊成形角度講,焊接速度太小時(shí),由于線能量過大熔化了較多的金屬,使熔化金屬向焊縫兩邊流淌,影響焊縫成形,同時(shí)容易造成邊緣部分與基材間產(chǎn)生未融合的缺陷;焊接速度太大時(shí),會使堆焊層中間下凹或者薄厚不均勻。通過多次試驗(yàn),我們選擇的焊速一般在10~15mm/s之間,隨著焊接電流的增加,焊速也略有增加。此外,焊速還影響堆焊層厚度,焊速越快,堆焊層越薄。所以在實(shí)際堆焊時(shí),應(yīng)綜合考慮多方面因素來選擇焊速。復(fù)合耐磨鋼板



煤倉是燃煤火力發(fā)電廠制粉系統(tǒng)中的重要組成部分, 在大 中型機(jī)組電廠中,主廠房煤倉多數(shù)采用型鋼和鋼板制成。 由于物料在倉內(nèi)流動,其與倉壁鋼板的摩擦易使板壁受損,同時(shí)鋼板表面粗糙易造成堵煤。 因此,煤倉內(nèi)壁在設(shè)計(jì)時(shí)都考慮加設(shè)1 層耐磨強(qiáng)度高于普通鋼板且表面光滑的KNM60耐磨鋼板做煤倉襯板,以延長煤倉使用年限,降低維修率。1、廣東陽江切割:可用等離子切割、廣東陽江碳弧、廣東陽江砂輪鋸將大面積復(fù)層鋼板切割成所需要的形狀。佳方法是用空氣或者惰性氣體等離子弧進(jìn)行切割,方法是從合金面開始切割。碳弧切割應(yīng)從基板一面開始切割。如果采用鋸片,只能進(jìn)行直線切割,需要采用碳化硅鋸片。2、廣東陽江開孔:大孔可以采用等離子切割,小孔使用電火花機(jī)床。裝配螺栓用的沉頭孔可以用等離子或者碳弧切割加工。3、廣東陽江焊接:大面積復(fù)合鋼板的母材是可焊接性能很好的鋼板,需要兩塊鋼板拼接時(shí),可先將背面母材焊接在一起,然后用相應(yīng)的堆焊焊條將正面堆焊層填平補(bǔ)齊。耐磨鋼板也可以焊接到其他鋼結(jié)構(gòu)上。4、廣東陽江塞焊:可用等離子或者碳弧氣刨在耐磨鋼板上開孔,通過塞焊的方法與其他鋼結(jié)構(gòu)件連接。5、廣東陽江螺栓固定:可以用閃光焊或者融化焊的方法將螺栓焊接到鋼板的母材上,然后與其他工件連接,也可以在耐磨鋼板上開孔,通過螺栓與其他工件連接。復(fù)合耐磨鋼板


點(diǎn)擊查看【多麥金屬】高錳耐磨耐候鋼板生產(chǎn)廠家的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
