
我們的PE燃氣管【CPVC電力管】敢與同行比服務視頻現已上線,解鎖產品新視界,視頻帶你一探究竟!
以下是:PE燃氣管【CPVC電力管】敢與同行比服務的圖文介紹

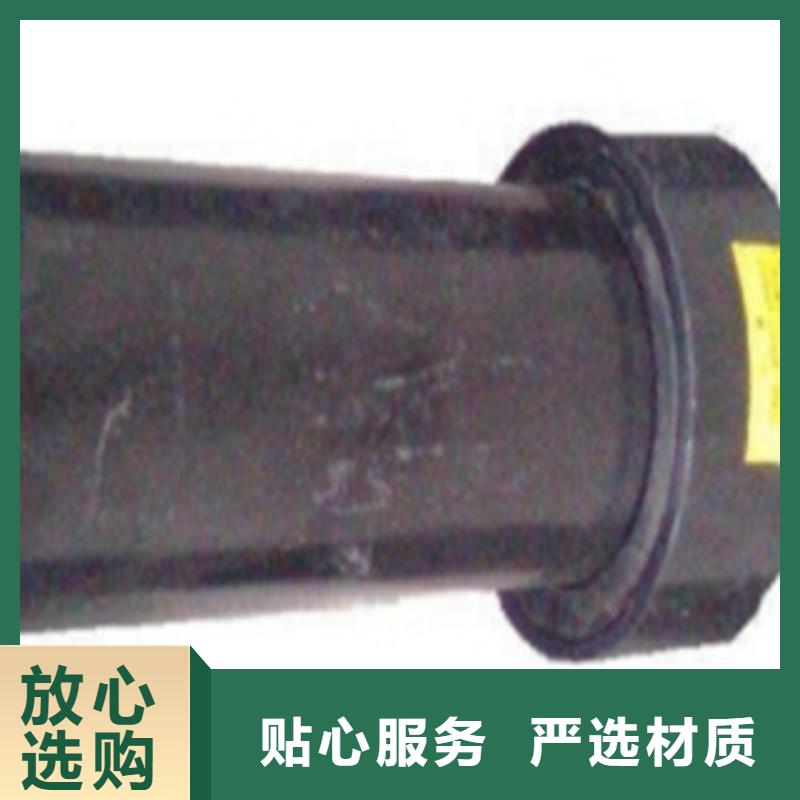
隨著PE燃氣管道越來越多的替換老舊鑄鐵管道,一些不常遇到的問題就接踵而至,有些客戶會問,PE燃氣管這么好用,那么與球閥、蝶閥之類的閥門連接時,應該怎樣連接?PE燃氣管與閥門(閘閥|蝶閥)連接,一般情況下PE燃氣管道與鑄鐵管以及閥門連接時,都采用法蘭連接,這是常用的PE燃氣管連接方式。PE燃氣管與閥門連接之法蘭連接操作步驟,按金屬管法蘭連接要求,將一個鋼質法蘭片焊接在待連接的鋼管端部。將另一個鋼質法蘭片(背壓活套法蘭)套入待連接的聚乙烯PE法蘭連接件(跟型管端)的端部。按聚乙烯PE燃氣管連接要求,將法蘭連接件(跟型管端)平口端與聚乙烯PE燃氣管進行熱熔連接或電熔連接。將法蘭墊片或密封圈放入金屬管端鋼質法蘭片與法蘭連接件(跟型管端)端面。
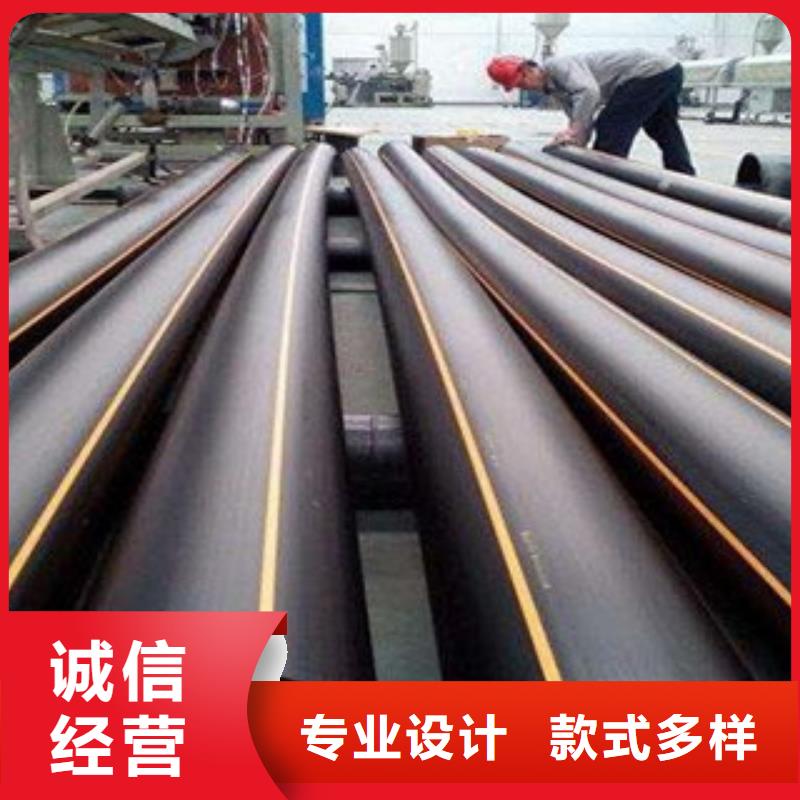
并使連接面配合緊密。安裝螺栓,對稱位置均勻緊固螺栓——安裝完成。本圖適用于PE燃氣管材的熱熔連接,當dn≤110時,采用熱熔承插連接;當dn≥110時,采用熱熔對接連接。PE燃氣管熱熔連接工具的溫度控制應,加熱面溫度分布應均勻,加熱面結構應符合焊接工藝要求。熱熔連接前、后應使用潔凈棉布擦凈加熱面商的污物。PE燃氣管熱熔連接加熱時間、加熱溫度和施加的壓力以及保壓、冷卻時間,應符合熱熔連接工具生產企業和聚乙烯管材、管件以及管道附件生產企業的規定。在保壓、冷卻期間不得移動連接管件或在連接件上施加任何外力。PE燃氣管材、PE燃氣管件熱熔承插連接操作步驟。PE燃氣管材端口外部宜進行倒角,角度不宜小于30℃,且管材表面坡口長度不大于4mm。
測量管件承口長度,并在管材插入端標出插入長度和刮除插入段表皮。PE燃氣管材、管件連接面商的污物應用潔凈棉布擦凈。公稱外徑大于或等于63mm的管道熱熔承插連接,應采用機械裝置的熱熔承插連接,并校直兩對應的待連接件,使其在同一軸線上。公稱外徑小于63mm的管道熱熔連接,在整圓工具配合下,可采用手動熱熔承插連接。PE燃氣管材插口外表和PE燃氣管件承口內表面應使用熱熔承插式加熱工具加熱。加熱完畢后,待連接件應迅速脫離承插連接加熱工具,檢查連接件的加熱面熔化的均勻性和是否有損傷。然后,用均勻外力將PE燃氣管材插入管件承口內,至管材插入長度標記位置,使其承口端部形成均勻凸緣。給水用聚乙烯(PE)管件應符合 標準《給水用聚乙烯(PE)管道系統第2部分:管件》GB/T13663.2-2005的相關規定及要求。
并使連接面配合緊密。安裝螺栓,對稱位置均勻緊固螺栓——安裝完成。本圖適用于PE燃氣管材的熱熔連接,當dn≤110時,采用熱熔承插連接;當dn≥110時,采用熱熔對接連接。PE燃氣管熱熔連接工具的溫度控制應,加熱面溫度分布應均勻,加熱面結構應符合焊接工藝要求。熱熔連接前、后應使用潔凈棉布擦凈加熱面商的污物。PE燃氣管熱熔連接加熱時間、加熱溫度和施加的壓力以及保壓、冷卻時間,應符合熱熔連接工具生產企業和聚乙烯管材、管件以及管道附件生產企業的規定。在保壓、冷卻期間不得移動連接管件或在連接件上施加任何外力。PE燃氣管材、PE燃氣管件熱熔承插連接操作步驟。PE燃氣管材端口外部宜進行倒角,角度不宜小于30℃,且管材表面坡口長度不大于4mm。
測量管件承口長度,并在管材插入端標出插入長度和刮除插入段表皮。PE燃氣管材、管件連接面商的污物應用潔凈棉布擦凈。公稱外徑大于或等于63mm的管道熱熔承插連接,應采用機械裝置的熱熔承插連接,并校直兩對應的待連接件,使其在同一軸線上。公稱外徑小于63mm的管道熱熔連接,在整圓工具配合下,可采用手動熱熔承插連接。PE燃氣管材插口外表和PE燃氣管件承口內表面應使用熱熔承插式加熱工具加熱。加熱完畢后,待連接件應迅速脫離承插連接加熱工具,檢查連接件的加熱面熔化的均勻性和是否有損傷。然后,用均勻外力將PE燃氣管材插入管件承口內,至管材插入長度標記位置,使其承口端部形成均勻凸緣。給水用聚乙烯(PE)管件應符合 標準《給水用聚乙烯(PE)管道系統第2部分:管件》GB/T13663.2-2005的相關規定及要求。


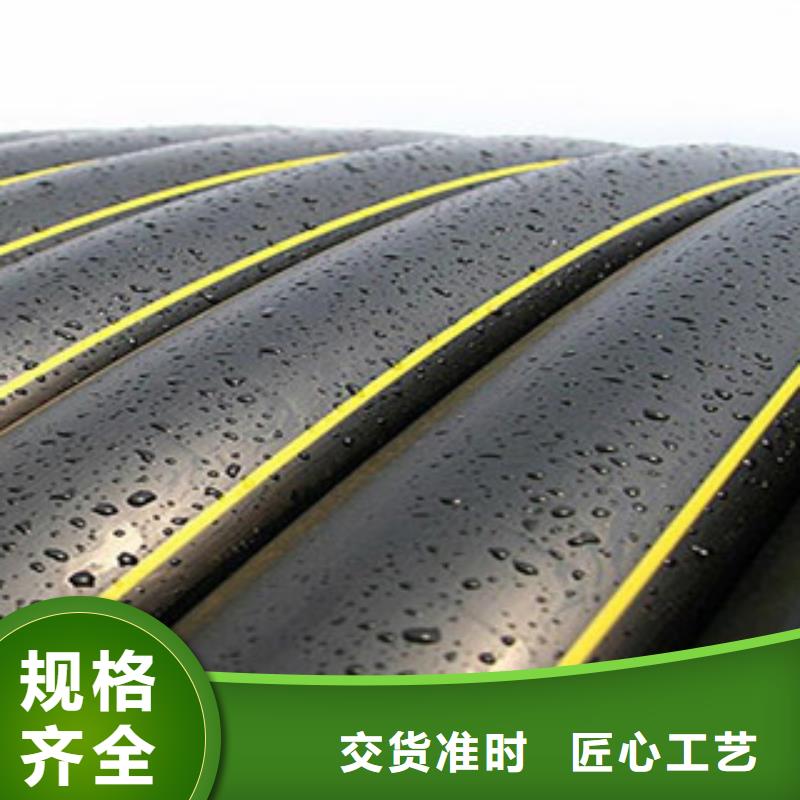
農村天然氣公司考慮到民生工程的重要性,故正在對該區域進行安裝規劃,每戶安裝費用5600元,按照自愿的原則進行安裝,目前未進行施工。PE燃氣管熱熔連接施工方法,PE硅芯管-HDPE硅芯管廠家-PE燃氣管廠家熱熔連接前后,連接工具加熱板的兩個加熱面上的污物應用潔凈紗布擦凈,以防影響熱效率和接頭質量。PE燃氣管連接時的加熱時間、加熱溫度、保壓壓力、冷卻時間應符合PE燃氣管廠家管材、管件生產廠家的規定。保壓冷卻期間不得對PE燃氣管移動和施加外力,否則會使還沒有達到 耐壓強度的接頭不能形成均勻的凸緣,影響接頭均勻受壓。對接兩端要銷銑,使兩端面的垂直接合良好,保證不錯邊,否則接觸面積減少,強度減弱。
PE燃氣管工程造價既包括建設PE燃氣管工程的投資費用,還包括建設PE硅芯管-HDPE硅芯管廠家-PE燃氣管廠家工程的價格。而PE燃氣管工程安裝的成本控制在整個燃氣工程建設中都起著舉足輕重的作用,一項燃氣工程是否能夠成功地實現成本控制,能否獲得良好的經濟效益,既有觀方面的原因,也有宏觀層面的因素。所以說PE燃氣管網建設工程的造價管理是全過程和多方位的。世界上經濟發達 從上世紀40年代末已開始研究聚乙烯PE燃氣管,并應用在燃氣工程中。
從60年代起相繼在燃氣輸配系統中應用PE燃氣管;且使用比例逐步擴大。如英國對PE燃氣管的使用量以1968年是用天然氣為轉折點,使用量急劇增加,在1979年埋設的燃氣管中,PE硅芯管-HDPE硅芯管廠家-PE燃氣管廠家聚乙烯管道已占80%。美國在1983年埋設的燃氣管道中聚乙烯管道占到了88.6%。目前,國際上歐、美、日等發達 和地區已全部采用聚乙烯燃氣管道。我國雖然在燃氣用埋地聚乙烯管道行業中起步較晚,但有著強勁的發展勢頭。1982年上海 次對聚乙烯燃氣管道進入了試用階段。為了使PE燃氣管研究工作受到重視并順利進行, 科委1987年把“聚乙烯燃氣管專用料研制和加工應用技術”開發列為 “七五”攻關項目。從專用原料管材、管件的加工到工程應用到標準規范制定進行了系統研究并取得了豐碩的成果。1995年, 技術監督局、建設部分別頒發了PE燃氣管材、管件的 標準和工程技術的行業規程,標志著我國對聚乙烯燃氣管道的應用走上了規范化的道路。
PE燃氣管工程造價既包括建設PE燃氣管工程的投資費用,還包括建設PE硅芯管-HDPE硅芯管廠家-PE燃氣管廠家工程的價格。而PE燃氣管工程安裝的成本控制在整個燃氣工程建設中都起著舉足輕重的作用,一項燃氣工程是否能夠成功地實現成本控制,能否獲得良好的經濟效益,既有觀方面的原因,也有宏觀層面的因素。所以說PE燃氣管網建設工程的造價管理是全過程和多方位的。世界上經濟發達 從上世紀40年代末已開始研究聚乙烯PE燃氣管,并應用在燃氣工程中。
從60年代起相繼在燃氣輸配系統中應用PE燃氣管;且使用比例逐步擴大。如英國對PE燃氣管的使用量以1968年是用天然氣為轉折點,使用量急劇增加,在1979年埋設的燃氣管中,PE硅芯管-HDPE硅芯管廠家-PE燃氣管廠家聚乙烯管道已占80%。美國在1983年埋設的燃氣管道中聚乙烯管道占到了88.6%。目前,國際上歐、美、日等發達 和地區已全部采用聚乙烯燃氣管道。我國雖然在燃氣用埋地聚乙烯管道行業中起步較晚,但有著強勁的發展勢頭。1982年上海 次對聚乙烯燃氣管道進入了試用階段。為了使PE燃氣管研究工作受到重視并順利進行, 科委1987年把“聚乙烯燃氣管專用料研制和加工應用技術”開發列為 “七五”攻關項目。從專用原料管材、管件的加工到工程應用到標準規范制定進行了系統研究并取得了豐碩的成果。1995年, 技術監督局、建設部分別頒發了PE燃氣管材、管件的 標準和工程技術的行業規程,標志著我國對聚乙烯燃氣管道的應用走上了規范化的道路。



在HDPE燃氣管運用的過程中,滴濺到工件表面上,造成工件表面的涂層出現難看的縮孔問題。而除了采取方法之外,我們還需要去檢查一下噴涂的涂料含量中,水質的含油量的參數問題。如果說水質的含油量過高的話,機械設備工件表面的涂層,就很容易出現難看的縮孔問題。工件涂層的縮孔問題之所以會有較高的出現頻率,不僅僅是因為PE管噴涂涂料的規格參數的問題。如果說工件表面噴涂的涂料在未使用之前,出現了受潮而影響了涂料噴涂性能的情況時,也容易讓工件表面的涂層,出現難看的涂層縮孔問題。
HDPE燃氣管施工正確的解決方法,就是施工人員在調試噴涂涂料的粘度參數時,可以增加一項涂料進水過濾器的過濾工作。在有效控制PE管的涂料含量中水質的含油量過大問題的同時,也避免了PE管中的供水泵,在運作的過程中出現漏油的問題。而正是因為這樣的解決方法,才能夠有效避免機械設備工件涂層的縮孔問題出現。隨著科技技術的不斷創新和提高,人們對PE管的要求更加高,可以通過上述方法減少涂層縮孔。大家在實際操作中,可以根據文中講解的內容對管材的質量進行維護,希望對大家有幫助作用。
HDPE燃氣管熱熔對接是采用熱熔對接焊機來加熱PE聚乙烯管管端(熱熔對接溫度為210+10℃),待管端熔化后,迅速將其貼合,保持一定的壓力,經冷卻達到熔接的目的。適用管徑范圍:dn≥90mm。具體方法下面的文章為大家介紹。用電動旋刀分別將PE聚乙烯管管材端切平整,確保兩管材接觸面能充分吻合。將需安裝連接的兩根PE管水材同時放在熱熔器夾具上(夾具可根據所要安裝的管徑大小更換夾塊),每根管材另一端用管支架托起至同一水平面。將電加熱板升溫至210℃,放置兩管材端面中間,操作電動液壓裝置使兩管端面同時完全與電熱板接觸加熱。抽掉加熱板,再次操作液壓裝置,使己熔融的兩管材端面充分對接并鎖定液壓裝置(防止反彈)。保持一定冷卻時間松開,操作完畢。施工完畢,須經試壓驗收合格后,方可埋土投入使用。PE聚乙烯管在實際操作中有好幾種對接方式,我們在實際操作中要按照相應步驟來進行。
HDPE燃氣管自身原因損壞,造成的漏水機率很小。三分材料,七分安裝。再好的產品,安裝不好都會出問題。所以其安裝是容易被忽視的一個環節,也是容易造成漏水問題的環節。HDPE燃氣管接頭漏水,90%以上是焊接操作問題,原因可能是:焊接時溫度不夠,管子加熱還沒完全熔化就焊接,焊接面沒清理干凈,上面有臟東西,焊接時候的焊接時間、參數不正確。
首先,是HDPE燃氣管熱熔工具的專業程度:對于熱熔焊接而言,焊機的溫度能否實現自動穩定地控制?對于機械連接而言,夾緊工具是否專業?夾緊力是否能得到定期調校?其次,操作工是否接受過正規培訓?是否持證上崗?是否熟知規范要求,是否按照相關規范進行清潔、焊接或夾緊連接要點?這些都會導致安裝效果上極大的差異。PE給水烯管在日常的使用中,需要對產品進行完善標準的安裝流程,但是如果產品安裝不好,就會造成漏水,這是操作人員需要認真了解的問題,才能保證產品的安裝標準,使得設備的性能得以良好發揮。
HDPE燃氣管施工正確的解決方法,就是施工人員在調試噴涂涂料的粘度參數時,可以增加一項涂料進水過濾器的過濾工作。在有效控制PE管的涂料含量中水質的含油量過大問題的同時,也避免了PE管中的供水泵,在運作的過程中出現漏油的問題。而正是因為這樣的解決方法,才能夠有效避免機械設備工件涂層的縮孔問題出現。隨著科技技術的不斷創新和提高,人們對PE管的要求更加高,可以通過上述方法減少涂層縮孔。大家在實際操作中,可以根據文中講解的內容對管材的質量進行維護,希望對大家有幫助作用。
HDPE燃氣管熱熔對接是采用熱熔對接焊機來加熱PE聚乙烯管管端(熱熔對接溫度為210+10℃),待管端熔化后,迅速將其貼合,保持一定的壓力,經冷卻達到熔接的目的。適用管徑范圍:dn≥90mm。具體方法下面的文章為大家介紹。用電動旋刀分別將PE聚乙烯管管材端切平整,確保兩管材接觸面能充分吻合。將需安裝連接的兩根PE管水材同時放在熱熔器夾具上(夾具可根據所要安裝的管徑大小更換夾塊),每根管材另一端用管支架托起至同一水平面。將電加熱板升溫至210℃,放置兩管材端面中間,操作電動液壓裝置使兩管端面同時完全與電熱板接觸加熱。抽掉加熱板,再次操作液壓裝置,使己熔融的兩管材端面充分對接并鎖定液壓裝置(防止反彈)。保持一定冷卻時間松開,操作完畢。施工完畢,須經試壓驗收合格后,方可埋土投入使用。PE聚乙烯管在實際操作中有好幾種對接方式,我們在實際操作中要按照相應步驟來進行。
HDPE燃氣管自身原因損壞,造成的漏水機率很小。三分材料,七分安裝。再好的產品,安裝不好都會出問題。所以其安裝是容易被忽視的一個環節,也是容易造成漏水問題的環節。HDPE燃氣管接頭漏水,90%以上是焊接操作問題,原因可能是:焊接時溫度不夠,管子加熱還沒完全熔化就焊接,焊接面沒清理干凈,上面有臟東西,焊接時候的焊接時間、參數不正確。
首先,是HDPE燃氣管熱熔工具的專業程度:對于熱熔焊接而言,焊機的溫度能否實現自動穩定地控制?對于機械連接而言,夾緊工具是否專業?夾緊力是否能得到定期調校?其次,操作工是否接受過正規培訓?是否持證上崗?是否熟知規范要求,是否按照相關規范進行清潔、焊接或夾緊連接要點?這些都會導致安裝效果上極大的差異。PE給水烯管在日常的使用中,需要對產品進行完善標準的安裝流程,但是如果產品安裝不好,就會造成漏水,這是操作人員需要認真了解的問題,才能保證產品的安裝標準,使得設備的性能得以良好發揮。


潤星電力管材有限公司-產品理念專業:專業設計制造生產 河南信陽PVC-C電力管多個系列,50余種產品。設計:高級工程師設計制造,專業力學設計計算,可根據客戶要求定做特種型號 河南信陽PVC-C電力管。制造:國際先進制造工藝,質保體系完備,通過ISO9001質量體系認證,A級制造資質,保證品質卓越。安裝:具有10年 河南信陽PVC-C電力管的安裝維修經驗的專業團隊,專業化科學化,所有安裝人員持證上崗。服務:24小時應急服務電話,隨時解答疑難問題,全國34個專業維修服務網點。產品:以“品質”“”“信心”“保險”為服務宗旨。承諾:所有 河南信陽PVC-C電力管產品均有品質保證,為了讓客戶更加放心使用產品,我們努力做到盡善盡美。

